Burghiile de centrare aparțin unui număr de instrumente profesionale, deoarece sunt utilizate în majoritatea cazurilor în domeniul industrial. Principala diferență dintre aceste dispozitive și cele convenționale este precizia lor a găurii forate. Aflați cum funcționează burghiele de centrare și unde sunt folosite chiar acum.
Caracteristici de design
Pe plan extern acest instrument este un burghiu mic, scurt, cu o bază foarte groasă. În plus, diametrul său poate fi de 2-3 ori lățimea vârfului de lucru al mecanismului. Datorită acestui design, burghiul de centrare (GOST este o dovadă în acest sens) are o rigiditate foarte mare, astfel încât atunci când se găuriază o gaură este aproape imposibil să se îndoaie sau să se deformeze în alt mod.
Cum funcționează acest instrument?
Mai întâi, un vârf mic forează o gaură cu diametru mic. De regulă, se formează după mai multe rotații ale instrumentului (nu mai mult de 2-3 secunde). După aceasta, aceeași gaură mică este extinsă de marginea de tăiere a părții conice groase a burghiului. Este de remarcat faptul că funcționarea acestui mecanism asigură perpendicularitatea exactă a adânciturii față de materialul care este prelucrat și suprafața acestuia. 
Aplicație
Burghiul de centrare este utilizat pentru găurirea suprafețelor atât din metal, cât și din lemn. Cu toate acestea, „conform pașaportului”, adică pentru scopul propus, acest instrument ar trebui utilizat numai pentru prelucrarea materialelor din oțel. Cu toate acestea, acest lucru nu i-a împiedicat pe constructorii noștri să-l folosească ca șurub pentru lemn, de exemplu, atunci când este necesar să se adâncească o gaură pentru capul șurubului de intrare. Datorită construcției lor rezistente la căldură și de înaltă rezistență, nu eșuează absolut după prelucrarea obiectelor și materialelor similare.
În ceea ce privește scopul propus, aceste unelte sunt utilizate pe scară largă pentru găurirea mașinilor de frezat, găurit și strunjit. În plus, burghiele de centrare pot fi folosite și acasă. Radioamatorii le place și ei să folosească astfel de dispozitive. Astfel de burghie sunt mai necesare ca niciodată pentru a face găuri și, deoarece dispozitivele folosite au o rigiditate ridicată (aceasta este determinată nu numai de compoziția lor, ci și de geometria specială, despre care am vorbit puțin mai devreme), lucrul cu ele este foarte usor si convenabil.
Material
Aceste dispozitive includ cel mai adesea oțel pentru scule din seria R6M5. În plus, burghiele de centrare pot fi fabricate din metal HSS. Dar unelte din oțel din seria P9, care au conținut grozav tungsten Datorită acestui fapt, produsul devine și mai durabil și mai fiabil. 
Preţ
Costul burghiilor de centrare depinde direct de dimensiunea acestora. De exemplu, cele mai mici dispozitive de 1 mm costă aproximativ 15 ruble pe unitate. Cele mai mari burghie cu un diametru de 6,3 milimetri costă aproximativ o sută de ruble.
STANDARDUL DE STAT AL UNIUNII URSS
FORME DE CENTRARE
COMBINAT
CONDIȚII TEHNICE
GOST 14952-75
COMITETUL DE STAT URSS PENTRU STANDARDE
MOSCOVA
STANDARDUL DE STAT AL UNIUNII URSS
Prin Rezoluția Comitetului de Stat de Standarde al Consiliului de Miniștri al URSS din 25 septembrie 1975 nr. 2483, a fost stabilită data introducerii
din 01.01.77
Verificat în 1986. Prin Decretul Standardului de Stat al URSS din 19 decembrie 1986 nr. 4285, perioada de valabilitate a fost prelungită
până la 01/01/92
Nerespectarea standardului este pedepsită de lege
* Reeditare (septembrie 1987) cu Modificări Nr. 1, 2, aprobată în noiembrie 1981, în decembrie 1986 (IUS 1-82, 3-87)
Acest standard se aplică burghielor de centrare combinate pentru prelucrarea găurilor centrale în conformitate cu GOST 14034-74.
(Ediție schimbată, amendamentul nr. 1).
1. TIPURI SI DIMENSIUNI
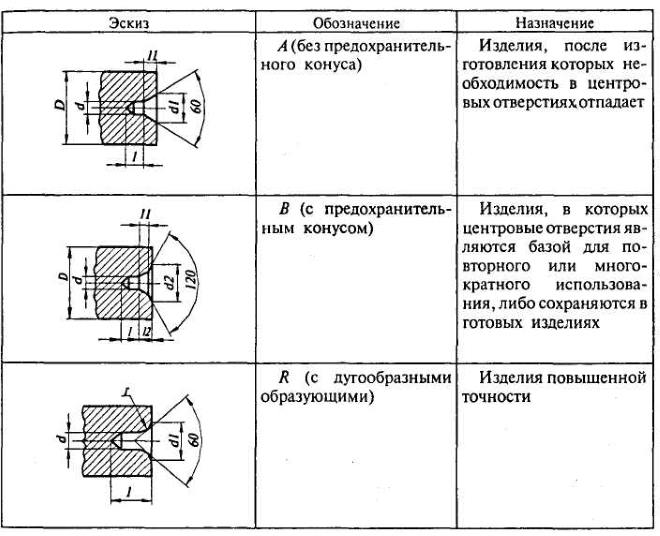
1.1. Burghiile centrale combinate trebuie fabricate în patru tipuri:
A - burghie pentru centrarea gaurilor 60° fara con de siguranta;
B - burghie pentru gauri centrale 60° cu con de siguranta 120°;
C - burghie pentru gauri centrale de 75° fara con de siguranta;
R - burghie pentru găuri centrale cu generatoare arcuită. Fiecare tip de burghiu trebuie fabricat in 2 versiuni.
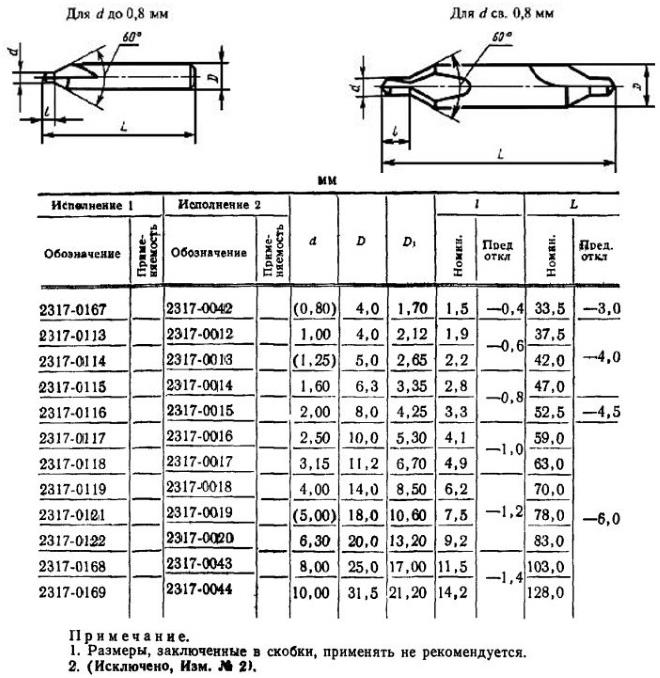
1.2. Dimensiunile burghiilor trebuie sa corespunda cu cele indicate in desen. - și în tabel. - .
Tip A
Pentru d până la 0,8 mm

Tabelul 1
|
Versiunea 2 |
d |
D |
l |
L |
Desemnare |
Aplicabilitate |
Desemnare |
Aplicabilitate |
Nom. |
Prev. oprit |
Nom. |
Prev. oprit |
2317-0164 |
2317-0038 |
(0,50) |
3,15 |
1,0 |
0,2 |
21,0 |
2,0 |
2317-0165 |
2317-0039 |
(0,63) |
1,2 |
0,3 |
2317-0166 |
2317-0041 |
(0,80) |
1,5 |
0,4 |
2317-0101 |
2317-0001 |
1,00 |
1,9 |
0,6 |
33,5 |
4,0 |
2317-0102 |
2317-0002 |
(1,25) |
2,2 |
2317-0108 |
2317-0003 |
1,60 |
4,00 |
2,8 |
0,8 |
37,5 |
2317-0104 |
2317-0004 |
2,00 |
5,00 |
3,3 |
42,0 |
2317-0105 |
2317-0005 |
2,50 |
6,30 |
4,1 |
1,0 |
47,0 |
2317-0106 |
2317-0006 |
3,15 |
8,00 |
4,9 |
52,0 |
2317-0107 |
2317-0007 |
4,00 |
10,00 |
6,2 |
1,2 |
59,0 |
6,0 |
2317-0108 |
2317-0008 |
5,00 |
12,50 |
7,5 |
66,0 |
2317-0109 |
2317-0009 |
6,30 |
16,00 |
9,2 |
74,0 |
2317-0111 |
2317-0010 |
8,00 |
20,00 |
11,5 |
1,4 |
83,0 |
2317-0112 |
2317-0011 |
10,00 |
25,00 |
14,2 |
103,0 |
Nota e.
2. (Sters, amendamentul nr. 2).
Exemplu de simbol burghie tip A, diametru d= 1,0 mm, versiunea 1:
Burghiu 2317-0101 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0001 GOST 14952-75
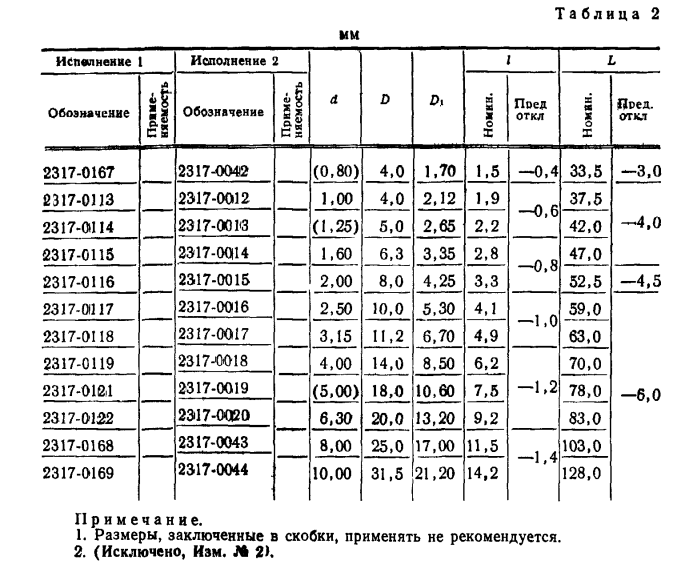
Tip B
Tabelul 2
|
Versiunea 1 |
Versiunea 2 |
d |
D |
D 1 |
l |
L |
Desemnare |
Aplicabilitate |
Desemnare |
Aplicabilitate |
Nom. |
Prev. oprit |
Nom. |
Prev. oprit |
2317-0167 |
2317-0042 |
(0,80) |
4,0 |
1,70 |
1,5 |
0,4 |
33,5 |
3,0 |
2317-0113 |
2317-0012 |
1,00 |
4,0 |
2,12 |
1,9 |
0,6 |
37,5 |
4,0 |
2317-0114 |
2317-0013 |
(1,25) |
5,0 |
2,65 |
2,2 |
42,0 |
2317-0115 |
2317-0014 |
1,60 |
6,3 |
3,35 |
2,8 |
0,8 |
47,0 |
2317-0116 |
2317-0015 |
2,00 |
8,0 |
4,25 |
3,3 |
52,5 |
4,5 |
2317-0117 |
2317-0016 |
2,50 |
10,0 |
5,30 |
4,1 |
1,0 |
59,0 |
6,0 |
2317-0118 |
2317-0017 |
3,15 |
11,2 |
6,70 |
4,9 |
63,0 |
2317-0119 |
2317-0018 |
4,00 |
14,0 |
8,50 |
6,2 |
1,2 |
70,0 |
2317-0121 |
2317-0019 |
(5,00) |
18,0 |
10,60 |
7,5 |
78,0 |
2317-0122 |
2317-0020 |
6,30 |
20,0 |
13,20 |
9,2 |
83,0 |
2317-0168 |
2317-0043 |
8,00 |
25,0 |
17,00 |
11,5 |
1,4 |
103,0 |
2317-0169 |
2317-0044 |
10,00 |
31,5 |
21,20 |
14,2 |
128,0 |
Nota e.
1. Dimensiunile cuprinse între paranteze nu sunt recomandate.
2. (Sters, amendamentul nr. 2).
Exemplu de simbol burghie tip B, diametru d= 1,0 mm, versiunea 1:
Burghiu 2317-0113 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0012 GOST 14952-75
Tip C
Pentru d= 0,8 mm
Pentru d Sf. 0,8 mm
Tabelul 3
|
Versiunea 1 |
Versiunea 2 |
d |
D |
l |
L |
Desemnare |
Aplicabilitate |
Desemnare |
Aplicabilitate |
Nom. |
Prev. oprit |
Nom. |
Prev. oprit |
2317-0123 |
2317-0021 |
0,8 |
3,15 |
1,5 |
0,4 |
21,0 |
2,0 |
2317-0124 |
2317-0022 |
1,0 |
1,9 |
0,6 |
33,5 |
4,0 |
2317-0125 |
2317-0023 |
1,6 |
4,00 |
2,8 |
0,8 |
37,5 |
2317-0126 |
2317-0024 |
2,0 |
5,00 |
3,3 |
42,0 |
2317-0127 |
2317-0025 |
2,5 |
6,30 |
4,1 |
1,0 |
47,0 |
Note eu: (Exclus, amendamentul nr. 2).
Exemplu de simbol burghie tip C, diametru d= 1,0 mm, versiunea 1:
Burghiu 2317-0124 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0022 GOST 14952-75
Tip R
Pentru d Sf. 0,8 mm
Tabelul 4
|
Versiunea 2 |
d |
D |
L |
l |
r |
Desemnare |
Aplicabilitate |
Desemnare |
Aplicabilitate |
Nom. |
Prev. oprit |
Nom. |
Prev. oprit |
2317-0171 |
2317-0045 |
(0,50) |
3,15 |
21,0 |
2,0 |
2,00 |
1,6 |
0,3 |
2317-0172 |
2317-0046 |
(0,63) |
2,40 |
2,0 |
0,4 |
2317-0128 |
2317-0026 |
(0,80) |
3,00 |
2,5 |
0,5 |
2317-0129 |
2317-0027 |
1,00 |
33,5 |
4,0 |
3,15 |
0,65 |
2317-0130 |
2317-0028 |
(1,25) |
3,35 |
4,0 |
0,85 |
2317-0131 |
2317-0029 |
1,60 |
4,00 |
37,5 |
4,25 |
5,0 |
1,0 |
2317-0132 |
2317-0030 |
2,00 |
5,00 |
42,0 |
5,30 |
6,3 |
1,3 |
2317-0133 |
2317-0031 |
2,50 |
6,30 |
47,0 |
6,70 |
8,0 |
1,7 |
2317-0134 |
2317-0032 |
3,15 |
8,00 |
52,0 |
8,50 |
10,0 |
2,0 |
2317-0135 |
2317-0033 |
4,00 |
10,00 |
59,0 |
6,0 |
10,60 |
12,5 |
2,5 |
2317-0136 |
2317-0034 |
(5,00) |
12,50 |
66,0 |
13,20 |
16,0 |
3,5 |
2317-0137 |
2317-0035 |
6,30 |
16,00 |
74,0 |
17,00 |
20,0 |
4,0 |
2317-0138 |
2317-0036 |
(8,00) |
20,00 |
83,0 |
21,20 |
25,0 |
5,0 |
2317-0139 |
2317-0037 |
10,00 |
25,00 |
103,0 |
26,50 |
31,5 |
6,5 |
Note e. Dimensiunile cuprinse între paranteze nu sunt recomandate.
Exemplu de simbol burghie tip R, diametru d= 1,0 mm, versiunea 1:
Burghiu 2317-0129 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0027 GOST 14952-75
1.1, 1.2.
1.3. Dimensiunile de proiectare și parametrii geometrici ai burghiilor sunt indicați în aplicația recomandată.
2. CERINȚE TEHNICE
2.1. Burghiile trebuie să fie fabricate din oțel de mare viteză - în conformitate cu GOST 19265-73.
2.2. Duritatea părții de lucru a burghiilor de centrare ar trebui să fie:
pentru burghie cu diametrul de până la 3,15 mm - 63 ... 65 HRC e;
pentru burghie cu diametrul peste 3,15 mm - 63 ... 66 HRC e.
Duritatea părții de lucru a burghiilor din oțel de mare viteză cu un conținut de vanadiu de 3% sau mai mult și cobalt de 5% sau mai mult ar trebui să fie mai mare cu 1 - 2 unități HRC.
Tabelul 5
|
Parametrii de rugozitate conform GOST 2789-73 |
Versiunea 1 |
Versiunea 2 |
Ra |
Rz |
Ra |
Rz |
Găuriți suprafața greblei și suprafața canelului |
6,3 |
10,0 |
Suprafața posterioară a piesei de găurire și frecare |
3,2 |
6,3 |
Suprafața piesei cilindrice de prindere |
0,63 |
1,25 |
2.2, 2.3. (Ediție schimbată, amendamentul nr. 2).
2.4. Pe suprafețele burghiilor de centrare nu sunt permise fisuri, spărturi, margini aspre și culori pătate (cu excepția canelurilor, unde sunt permise culorile deteriorate în punctul de ieșire a roții).
2.5. Abaterile maxime ale dimensiunilor burghiilor combinate nu trebuie să depășească:
diametrul piesei de foraj................................................. ...... ......... k12
diametrul piesei cilindrice de prindere................................. h9
unghiuri de con 60° și 75°............................................. .... ........................... -30¢
unghi de con 120°............................................................. ..... ................................ ±1°.
Note e. Dimensiunile diametrelor nominale ale piesei de găurire trebuie măsurate la începutul piesei de tăiere.
2.6. Burghiile de tipurile A, B si C trebuie sa aiba o reducere a diametrului piesei de gaurire catre tija (conic invers) in intervalul 0,05 - 0,10 mm pe 10 mm de lungime.
(Ediție schimbată, amendamentul nr. 2).
2.7. Îngroșarea miezului de burghie combinate către tijă cu 5 mm lungime ar trebui să fie:
pentru burghie cu diametrul de până la 3,15 mm.................................. .......... .......... 0,40 mm
» » » Sf. 3,15 mm................................................. ... ........... 0,25 mm
2.8. Toleranța de curgere radială a marginilor auxiliare ale piesei de găurire în raport cu axa piesei de prindere nu trebuie să fie mai mare de:
pentru burghie cu diametrul de până la 3,15 mm.................................. .......... .......... 0,03 mm
» » » Sf. 3,15 mm................................................. ... ........... 0,04 mm
2.9. Toleranța de curgere axială, verificată în centrul muchiilor de tăiere, nu trebuie să fie mai mare de:
pentru burghie cu diametrul de până la 6,0 mm... 0,10 mm
» » » Sf. 6,0 mm până la 10,0 mm... 0,13 mm
» » » Sf. 10,0 mm... 0,15 mm
Pentru burghie cu un diametru de până la 6 mm, în loc de toleranța curbei de capăt a piesei de găurire, este permisă verificarea:
diferența dintre jumătatea unghiului de la vârful burghiului, care nu trebuie să fie mai mare de 1° 30 ¢;
toleranța de simetrie în expresia razei marginii transversale față de axa părții de prindere a burghiului:
pentru burghie cu diametrul de până la 3,15 mm.................................. .......... .......... 0,05 mm
» » » Sf. 3,15 mm................................................. ... ........... 0,10 mm
(Ediție schimbată, amendamentul nr. 2).
2.10. Diferența dintre lățimile penelor pe un burghiu nu trebuie să fie mai mare de:
pentru burghie cu diametrul de până la 3,15 mm.................................. .......... .......... 0,07 mm
» » » Sf. 3,15 mm................................................. ... ........... 0,10 mm
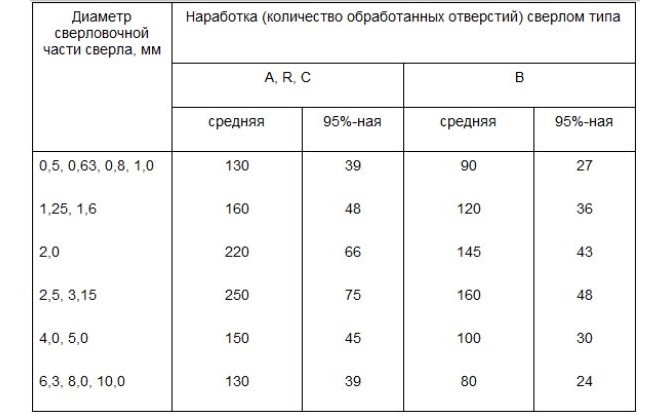
2.11. Valorile timpului mediu până la defecțiune și timpului de funcționare fără defecțiuni de 95% a burghiilor din oțel R6M5 versiunea 2 în condițiile de testare specificate în secțiunea. , nu trebuie să fie mai mici decât cele date în tabel. .
Tabelul 6
|
Timp de funcționare (număr de găuri prelucrate) cu tip burghiu |
A, B, C |
ÎN |
medie |
95% |
medie |
95% |
0,5, 0,63, 0,8, 1,0 |
130 |
39 |
90 |
27 |
1,25, 1,6 |
160 |
48 |
120 |
36 |
2,0 |
220 |
66 |
145 |
43 |
2,5, 3,15 |
250 |
75 |
160 |
48 |
4,0, 5,0 |
150 |
45 |
100 |
30 |
6,3, 8,0, 10,0 |
130 |
39 |
80 |
24 |
Note e. Pentru burghiele din versiunea 1, factorul de corecție pentru perioada de viață medie și stabilită este 1,3.
(Ediție schimbată, amendamentul nr. 3).
2.12. Criteriul pentru eșecul burghiilor de centrare cu un diametru de până la 3,15 mm este ruperea, iar de la 4 mm și mai sus - uzura h 3 de-a lungul suprafeței din spate în conformitate cu tabelul. .
Tabelul 7
2.11, 2.12. (Introdus suplimentar, amendamentul nr. 2).
2.13. Fiecare burghiu trebuie să fie marcat clar:
diametrul piesei de foraj;
marca producatorului;
denumirea forajului (ultimele patru cifre);
calitate de oțel.
Note:
1. Pe burghie cu un diametruDmai puțin de 10 mm, este permis să nu se marcheze denumirea burghiului.
2. Nu sunt permise clasele de oțel R6M5;
3. Este permisă marcarea literelor în loc să desemneze gradul de oțel de mare viteză H.S.S. , pentru clasele de oțel care conțin cobalt - literele HSSC 0 , în timp ce marca a început să fie indicată doar pe etichete.
2.14. Ambalarea, marcarea containerelor de transport și de consum - în conformitate cu GOST 18088-83.
2.13, 2.14. (Introdus suplimentar, amendamentul nr. 3).
3. REGULI DE ACCEPTARE
3.1. Reguli de acceptare a forajului - conform GOST 23726-79.
(Ediție schimbată, amendamentul nr. 1).
3.2. Testele periodice, inclusiv timpul mediu până la eșec, trebuie efectuate o dată la trei ani pe cel puțin 5 burghie.
Testele pentru funcționarea fără defecțiuni în proporție de 95% trebuie efectuate o dată pe an pe cel puțin 5 burghie.
(Ediția schimbată, amendamentul nr. 1, 2).
3.3 - 3.7. (Exclus, amendamentul nr. 1).
4. METODE DE TESTARE
4.1. Testarea burghiilor trebuie efectuată pe mașinile de găurit, centrare și strunjire folosind unelte auxiliare, care trebuie să îndeplinească standardele de precizie și rigiditate stabilite pentru acestea.
4.2. Burghiile trebuie testate pe mostre din oțel de calitate 45 conform GOST 1050-88 cu o duritate de 187 - 207 HB.
(Ediție schimbată, Rev. Nr.).
4.3. Testele de durabilitate se efectuează pe burghie de tip B, precum și de tip A, R sau C cu diametre de 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 mm la modurile indicate în tabel. .
4.3.1. Valorile de acceptare ale timpului mediu până la defecțiune și 95% timp de funcționare fără defecțiuni nu trebuie să fie mai mici decât cele indicate în tabel. .
(Ediție schimbată, Rev. Nr.).
4.4. După testele de performanță, nu ar trebui să existe așchii pe marginile tăietoare ale burghiilor, iar burghiele ar trebui să fie potrivite pentru lucrări ulterioare.
4.5. Ca fluid de tăiere se folosește o soluție de emulsol de 5% (în greutate) în apă cu un debit de cel puțin 5 l/min.
Tabelul 8
|
Avans, mm/rev, pentru tipuri |
Adâncime de găurire, mm, pentru tipuri |
Viteza de taiere, m/min |
Numărul de găuri prelucrate în timpul testelor de performanță |
A, B, C |
A, C, R |
ÎN |
0,50 |
0,01 |
0,02 |
1,3 |
8 ... 10 |
13 |
0,63 |
1,5 |
0,80 |
1,9 |
2,1 |
1,00 |
2,3 |
2,6 |
1,40 |
0,02 |
2,8 |
3,2 |
25 |
1,60 |
3,5 |
4,0 |
2,00 |
0,04 |
4,4 |
5,0 |
2,50 |
0,07 |
5,5 |
6,3 |
11 ... 13 |
30 |
3,15 |
7,0 |
8,0 |
4,00 |
0,08 |
8,9 |
10,1 |
24 |
5,00 |
0,10 |
11,2 |
12,7 |
14 |
6,30 |
0,12 |
14,0 |
15,4 |
18 |
8,00 |
17,9 |
19,5 |
15 |
10,00 |
22,5 |
24,5 |
Tabelul 9
Forarea găurilor, în special în materiale dure, este de obicei asociată cu o serie de dificultăți. În primul rând, burghiul alunecă de-a lungul suprafeței, adesea după aplicarea miezului. În al doilea rând, nu este întotdeauna posibil să se obțină o perpendicularitate strictă pe axa longitudinală a unei scule convenționale. Și acesta este un mare minus dacă se impun cerințe sporite asupra calității procesării de bază.
Utilizarea unui burghiu special de centrare elimină toate astfel de probleme, inclusiv acumularea treptată a posibilelor inexactități asociate cu erorile de foraj. Ce sunt CA-urile, de ce sunt mai bune decât modelele tradiționale și când este indicat să le folosiți este subiectul acestui articol.
Specificațiile pentru burghiele de centrare combinate sunt prescrise în. Documentul specifică dimensiunile produsului (Anexa 1), caracteristicile de marcare și cerințele produsului (Tabelele 5 – 7).
Burghiile de centrare aparțin categoriei de scule „profesionale” și sunt utilizate în principal în întreprinderile sau atelierele de reparații care au mașini-unelte (strunguri etc.).
Tipuri de burghie centrale combinate
- A, B - pentru centrarea găurilor 600. Prima versiune este fără con de siguranță, a doua - cu acesta.
- C - asemănător cu burghiul tip A, dar pentru 750 de găuri.
- R – pentru găurile centrale cu generatoare arcuită.
Pentru fiecare tip de CS există 2 versiuni: d mai mic sau egal cu 0,8; d ˃ 0,8 (mm) Cu ce este legat? Instrumentul primei opțiuni asigură o rugozitate minimă a pereților la locul de foraj, a doua - puțin mai mult. Cu alte cuvinte, diferența este în calitatea probei de metal.

Aflați mai multe despre toate simboluri poate fi conform tabelului GOST nr. 2.
Costul burghiilor de centrare
Depinde în principal de diametru și versiune. Gama de prețuri, având în vedere sortimentul mare, este semnificativă. De exemplu, un burghiu de 0,9 mm de tip A costă aproximativ 28 de ruble. Un analog mai mare (PC B 5) va costa 412 ruble. Dacă vorbim despre produsele care sunt cele mai des folosite în viața de zi cu zi, costul lor variază de la 23 la 486 de ruble pe unitate.
Specificul utilizării CA acasă
Se crede că în principal burghie de centrare folosit de cei care își fac propriul design. De exemplu, fabricarea plăcilor de circuite imprimate. Având în vedere dimensiunea lor în miniatură, densitatea aranjamentului prevăzut a componentelor radio, precizia găurilor de găurire pentru picioarele lor este de o importanță deosebită. Și acest lucru este adevărat, dar doar parțial.

Burghiu central va deveni un asistent indispensabil dacă apare o problemă la deșurubarea unui element de fixare (șurub, șurub, șurub autofiletant). Acest lucru se întâmplă destul de des, mai ales dacă un produs este folosit în aer liber. În astfel de cazuri ei spun „blocat”. Dar dacă găuriți puțin capul dispozitivului de fixare folosind un burghiu central, acesta va ceda ușor cu o șurubelniță. Verificat.
Un burghiu de centrare nu va fi mai putin util pentru cei carora le place sa faca tamplarie acasa.
Realizarea de găuri și teșituri în fabricarea, de exemplu, a articolelor de mobilier necesită, de asemenea, precizie maximă. În caz contrar, în timpul asamblarii, vor fi relevate distorsiuni ale pieselor structurale.
Un burghiu central aparține categoriei de unelte de tip combinat: poate fi folosit pentru a crea găuri în piesele din diverse materiale(fontă, oțeluri obișnuite și aliate, aliaje metalo-ceramice pe bază de bronz și fier). Cu ajutorul unor astfel de burghie, după cum sugerează și numele lor, sunt create găuri pentru prelucrarea ulterioară a pieselor de prelucrat atunci când acestea sunt fixate în centre.
Producție și parametri principali
Un burghiu, numit burghiu de centrare, este o unealtă profesională folosită în principal de întreprinderile mari și mijlocii care au strunguri și mașini de frezat în arsenalul lor. Producția sa este reglementată de un document precum GOST 14952-75. Folosind burghie de centrare, se fac găuri a căror axă este perpendiculară pe suprafața piesei de prelucrat.
Trebuie remarcat faptul că niciun alt instrument de prelucrare a metalelor nu permite obținerea unei asemenea precizii în formarea găurilor, precum și calitatea înaltă a acestora.

Când faceți găuri folosind un burghiu central, probabilitatea de acumulare a erorilor în timpul procesării este redusă la zero. Multe alte tipuri de burghie nu permit burghiilor să producă găuri ale căror dimensiuni și locație corespund strict desenului. GOST 14952-75 definește o gamă largă de diametre de foraj de acest tip: de la 0,5 la 10 mm. Acest document de reglementare identifică, de asemenea, 4 tipuri principale de burghie de centrare:
- A - pentru formarea găurilor de centrare, a căror conicitate a laturilor este de 60 de grade (astfel de burghie nu au o suprafață de tăiere care formează așa-numitul con de siguranță);
- B – pentru realizarea găurilor de centrare cu con de siguranță pe piesa de lucru (unghiul de rotație al laturilor acesteia este de 120 de grade);
- C – pentru realizarea găurilor de centrare fără con de siguranță cu unghi de rotație de 75 de grade;
- R – pentru formarea găurilor de centrare ale căror suprafețe de formare au o configurație arcuită.
Burghiile din fiecare dintre categoriile prezentate mai sus sunt disponibile în două versiuni: cu diametrul vârfului principal de tăiere de până la opt zecimi de milimetru (primul tip) și mai mult de opt zecimi de milimetru (al doilea tip). Când se utilizează un instrument de centrare de primul tip, rugozitatea pereților găurii centrale formate este mai mică decât atunci când se utilizează o unealtă cu un diametru de vârf mai mare de opt zecimi de milimetru. Astfel, alegerea unui burghiu de un tip sau altul este influențată în principal de cerințele privind gradul de rugozitate al pereților găurii care se formează.
Puteți determina ce tip de unealtă țineți în mâini prin marcarea acestuia, ale cărui reguli sunt, de asemenea, stabilite de GOST 14952-75. Astfel, marcarea burghiilor de centrare cu aceiași parametri geometrici, dar de tipuri diferite, arată astfel:
- burghie de categoria „A”, al căror diametru este de 1 mm: primul tip de execuție - 2317-0101, al doilea tip - 2317-0001.
- burghie din categoria „B”, al căror diametru este, de asemenea, de 1 mm: primul tip - 2317-0113, al doilea - 2317-0012.
- unealta de categoria „C” cu diametrul de 1 mm: primul tip – 2317-0124, al doilea – 2317-0022.
- burghie de categoria „R” de același diametru: primul tip – 2317-0129, al doilea – 2317-0027.

Toți parametrii geometrici ai burghiilor de centrare diferite tipuri determinate de GOST 14952-75, în care sunt prezentate în tabelele corespunzătoare.
Cerințe de bază
Burghiile, care sunt concepute pentru a produce găuri de centrare, sunt fabricate din. În conformitate cu cerințele documentului de reglementare, acest material trebuie să furnizeze următorii parametri de duritate pentru partea de lucru a sculei cu un diametru:
- mai puțin de 3,15 mm – 63–65 HRC;
- mai mult de 3,15 mm – 63–66 HRC.
Diametrul burghiilor de tip centrare poate avea abateri, ale căror valori limită sunt specificate și în documentul de reglementare:
- pentru scule cu diametrul peste 5 mm – +0,15 mm;
- 2,5–5 mm – +0,12 mm;
- 0,8–2,5 mm – +0,1 mm;
- până la 0,8 mm – +0,05 mm.
Documentul de reglementare enumeră, de asemenea, cerințele pentru starea suprafeței burghiilor aparținând tipului de centrare: nu trebuie să existe fisuri, spărturi, culori pătate sau pete aspre. Se acceptă că culorile terne pot fi prezente în zona canelurilor - unde iese discul de șlefuit.
Standardul specifică, de asemenea, criterii pentru defecțiunea sculei de centrare, care pentru burghiile cu diametrul de până la 3,15 mm apare în cazul ruperii acestora și pentru o unealtă cu diametrul de peste 4 mm - în cazul uzurii acesteia. suprafața din spate cu cantitatea specificată în tabelele relevante.
Diferența de lățime a penelor trebuie să se încadreze în următoarele limite pentru burghie cu un diametru de:
- până la 3,15 mm - nu mai mult de șapte sutimi de milimetru;
- mai mult de 3,15 mm – nu mai mult de o zecime de mm.
Controlul calității
Burghiile utilizate pentru a produce găuri de centrare, precum și frezele de centrare, sunt instrumente profesionale, de aceea este important să le controlați caracteristici tehnice Ei o abordează foarte responsabil.
Una dintre cele mai importante etape ale controlului calității sculelor de centrare este testarea performanței acestora, care se efectuează pe probe speciale din oțel 45, având o duritate de la 187 la 207 unități pe scara HB. În timpul testării, performanța burghiului central testat este comparată cu modul în care se comportă o altă unealtă în condiții similare, ai cărui parametri de rigiditate și precizie sunt determinați cu precizie.
După verificarea acestuia în prelucrarea metalului, burghiul de centrare nu trebuie să aibă zone de așchiere pe partea sa de tăiere. Testerii evaluează dacă poate fi folosit pentru procesare ulterioară. Mijloacele utilizate pentru un astfel de control sunt o lupă și un instrument de măsură, care sunt necesare pentru a compara parametrii geometrici ai burghiului testat cu valoarea lor indicată în desen. La verificarea parametrilor geometrici ai instrumentului de centrare, standardul (GOST 8.051-81) permite următoarele erori.
- O abatere de 25% de la toleranța specificată în desen este permisă pentru poziția relativă a suprafețelor sculei și a parametrilor geometrici liniari.
- O abatere de 35% de la toleranța specificată este permisă pentru parametrii unghiulari ai burghiilor.
Schema de verificare a parametrilor geometrici ai instrumentului este prezentată și în GOST menționat mai sus. Regulile de testare a burghiului de centrare pentru duritate, precum și recomandările pentru utilizarea instrumentelor de măsurare sunt specificate în GOST 9013-59.
Instrumentul folosit pentru a face găuri de centrare este, de asemenea, verificat pentru rugozitatea suprafeței, pentru care este comparat cu un alt burghiu - un burghiu de referință. Cerințele pentru valoarea rugozității suprafeței sculei sunt stabilite în standardul relevant (9378-75).
Ca și în timpul procesului de prelucrare, la testarea sculei de centrare, trebuie utilizat un fluid de tăiere care este de 5 procente. soluție apoasă emulsol.
Testele programate efectuate pe cinci sau mai multe instrumente sunt efectuate la următoarea frecvență:
- verificați funcționarea fără probleme - de două ori pe an;
- verificați timpul mediu până la eșec - o dată la trei ani.
Utilizați acasă
În ciuda faptului că burghiele de centrare sunt profesionale, mulți meșteri de acasă le-au găsit o utilizare cu succes. Astfel de burghie sunt foarte populare în rândul amatorilor de radio, care adesea trebuie să facă găuri cu diametru mic în plăcile de circuite imprimate. Dispunând de o rigiditate ridicată datorită caracteristicilor designului lor, burghiele de tip centrare în astfel de situații sunt mai preferabile decât o unealtă standard de găurit cu diametru mic.

La domiciliu, se folosesc în principal burghie de tip centrare, al căror diametru este de la cinci până la opt zecimi de milimetru. Acest lucru se explică prin faptul că este o unealtă cu o piesă de tăiere cu diametru mic, care rezolvă cel mai eficient multe probleme de zi cu zi.
Una dintre operațiunile care pot fi efectuate cu succes folosind o unealtă de centrare este găurirea șuruburilor sau șuruburilor care nu pot fi îndepărtate cu o șurubelniță obișnuită. Folosind un instrument de centrare, capetele unor astfel de elemente de fixare recalcitrante sunt pur și simplu găurite, după care pot fi deșurubate cu ușurință. Cel mai simplu mod de a rezolva această problemă este să găuriți capul unui șurub sau șurub, care are fante pentru șurubelnițele de tip Phillips. Dacă despre care vorbim despre un cap cu fante pentru o șurubelniță dreaptă, trebuie mai întâi marcat pentru a indica locația exactă a burghiului.

Nu va fi dificil pentru orice meșter de acasă să achiziționeze o unealtă de centrare de orice diametru. Astăzi există o gamă largă de burghie disponibile pentru vânzare gratuită, inclusiv mărci autohtone și străine.
Dacă vorbim despre preferințele meșterilor de acasă, atunci, judecând după recenzii și recomandări, burghiele de centrare produse sub cunoscutul brand Dormer sunt foarte populare printre aceștia. Acest instrument se distinge prin manopera de înaltă calitate, după cum se poate aprecia chiar și din fotografia sa, este fiabil și durabil în utilizare.

Instrumentul de centrare TM Dormer este realizat din otel rapid si este supus unui tratament termic special pentru a asigura o duritate ridicata a produsului finit. Ca urmare a unor astfel de manipulări tehnologice, se obține o unealtă care poate găuri cu ușurință metale foarte dure, inclusiv oțel inoxidabil.
Producătorul adaugă cobalt la metalul din care sunt fabricate burghiele de centrare Dormer, ceea ce permite sculei de tăiere să-și mențină duritatea inițială chiar și la temperaturi ridicate de procesare. Rezistența la uzură a produselor acestui brand merită și ea laudă.