Pret 5 copeici.
STANDARD DE STAT
UNIUNEA URSS
CONDIȚII TEHNICE
GOST 14952-75
Publicație oficială
COMITETUL DE STAT URSS PENTRU STANDARDE
UDC 621.951.43:006.354 Grupa G23
STANDARDUL DE STAT AL UNIUNII URSS
FORME DE CENTRARE COMBINATĂ
Specificații
Burghie centrale combinate.
GOST 14952-69
Prin Rezoluția Comitetului de Stat de Standarde al Consiliului de Miniștri al URSS din 25 septembrie 1975 M 2483, a fost stabilită data introducerii
Verificat în 1986. Prin Decretul Standardului de Stat al URSS din 19 decembrie 1986 nr. 4285, perioada de valabilitate a fost prelungită
Nerespectarea standardului este pedepsită de lege
Acest standard se aplică combinatelor burghie de centru pentru prelucrarea găurilor centrale conform GOST 14034-74.
Standardul ține cont de cerințele standardelor internaționale ISO 2541-72 și ISO 866-75.
1. TIPURI SI DIMENSIUNI
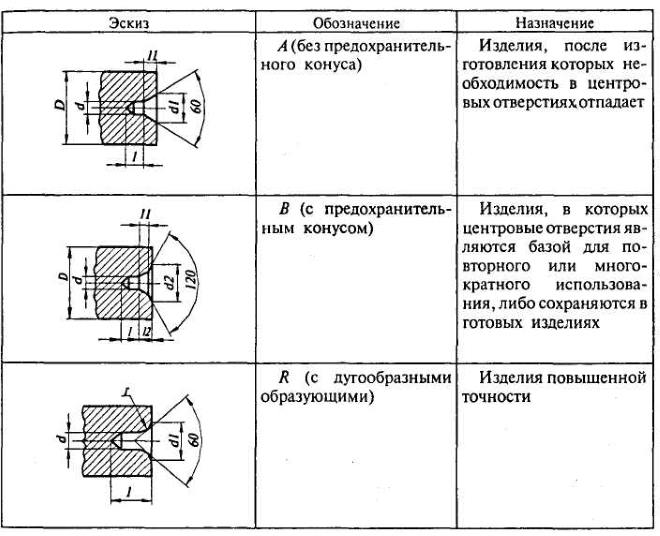
1.1. Burghiile centrale combinate trebuie fabricate în patru tipuri:
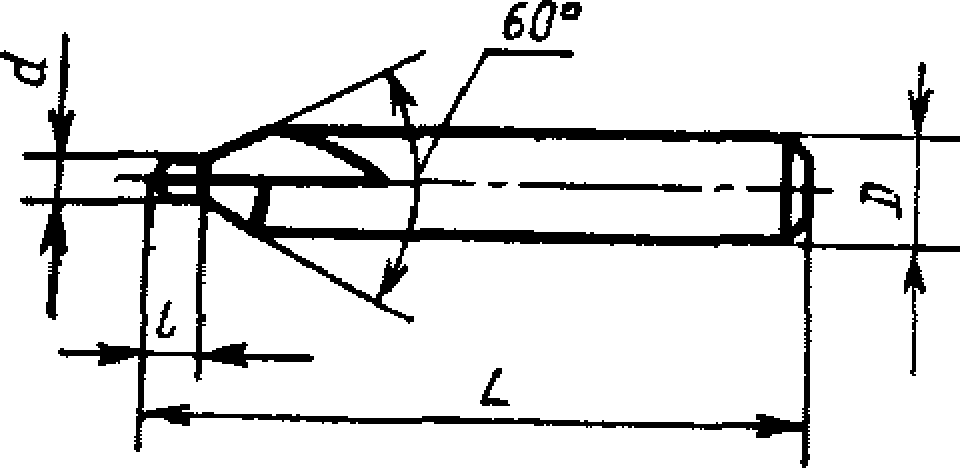
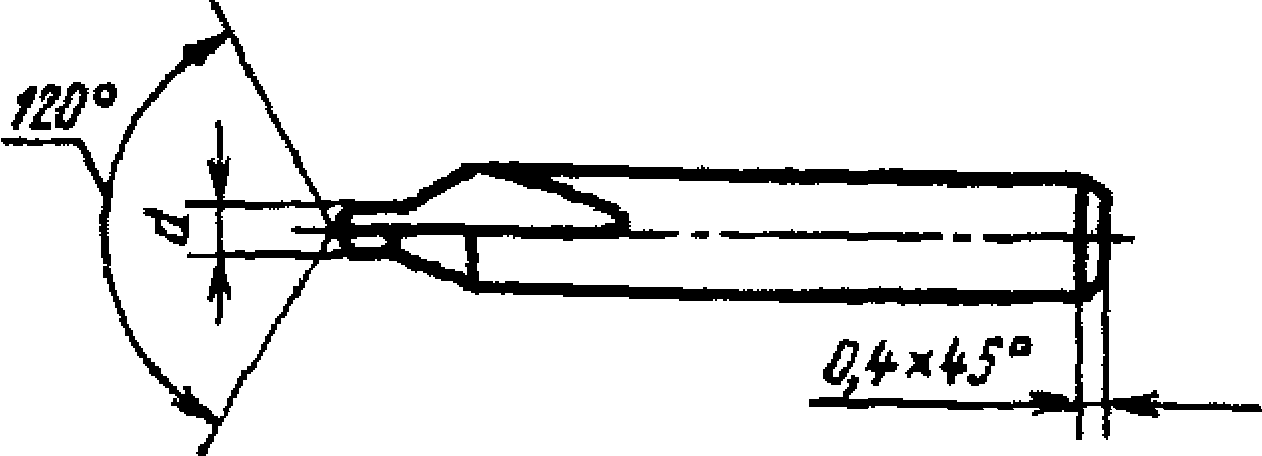
A - burghie pentru centrarea gaurilor 60° fara con de siguranta;
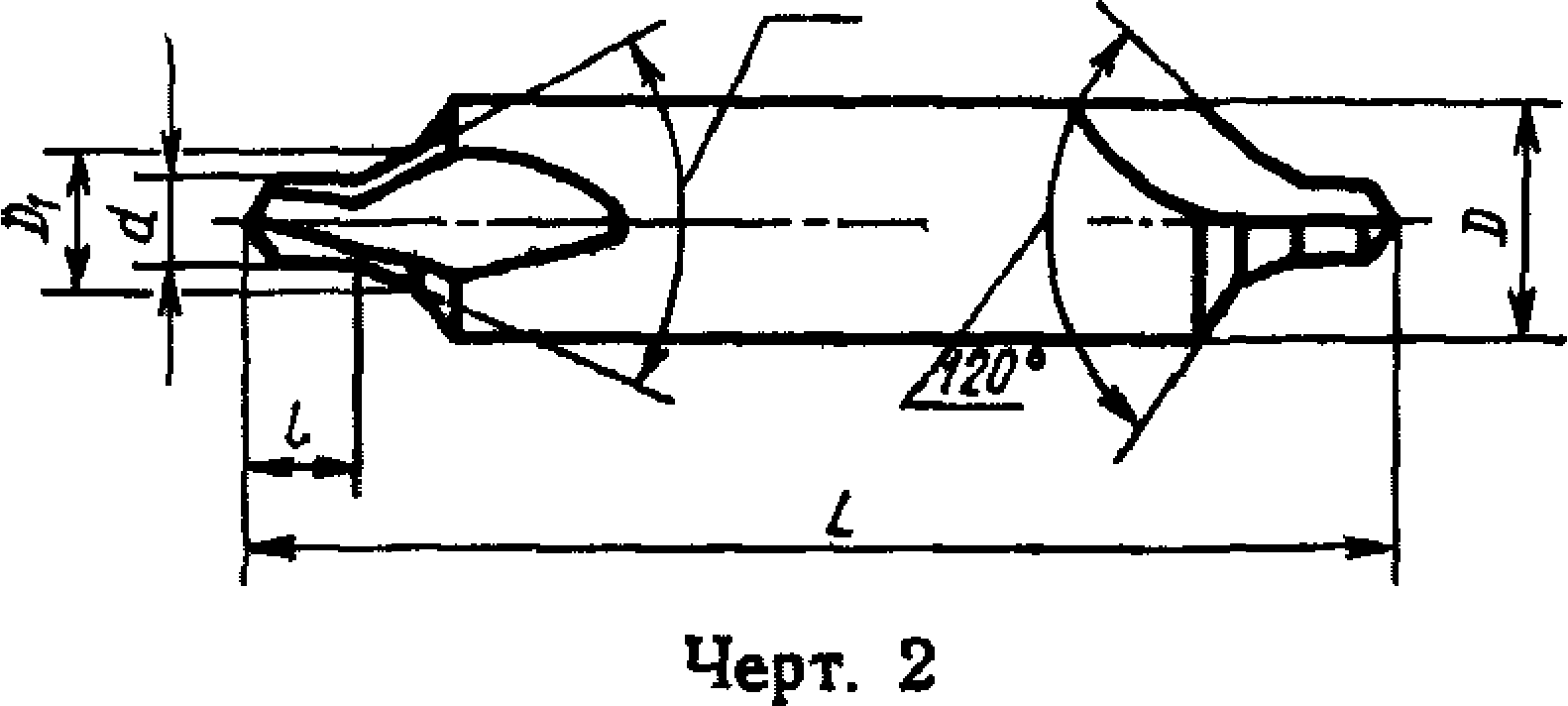
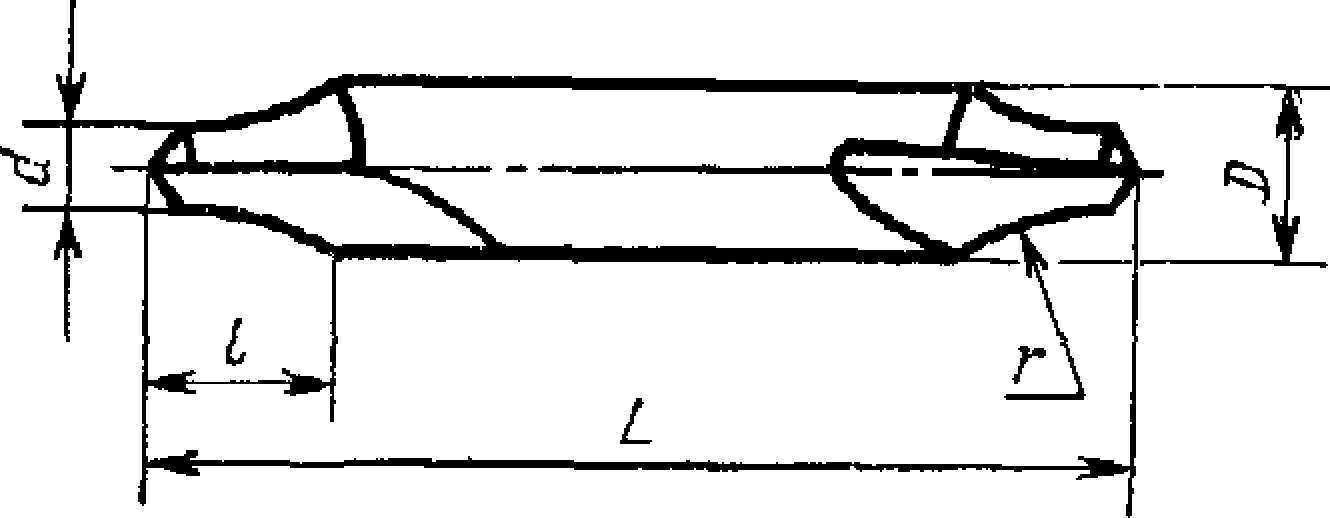
B - burghie pentru gauri centrale 60° cu con de siguranta 120°;
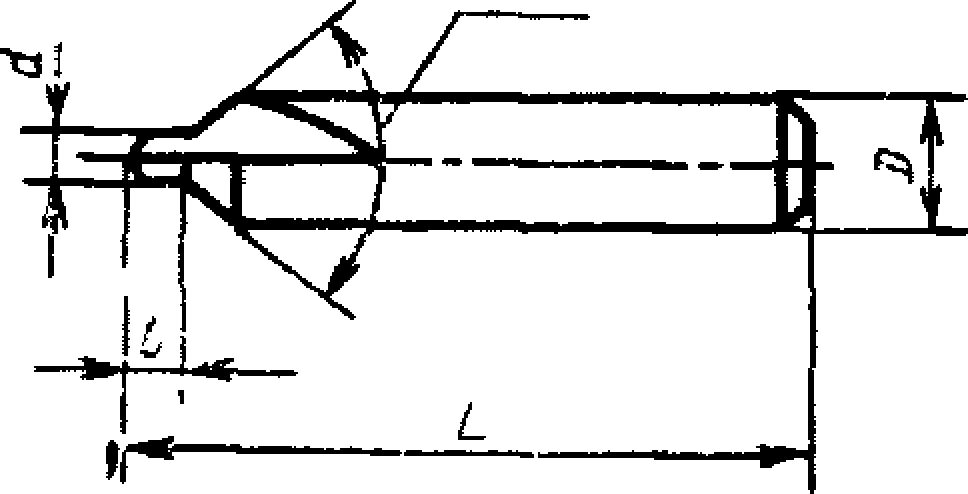
C - burghie pentru gauri centrale de 75° fara con de siguranta;
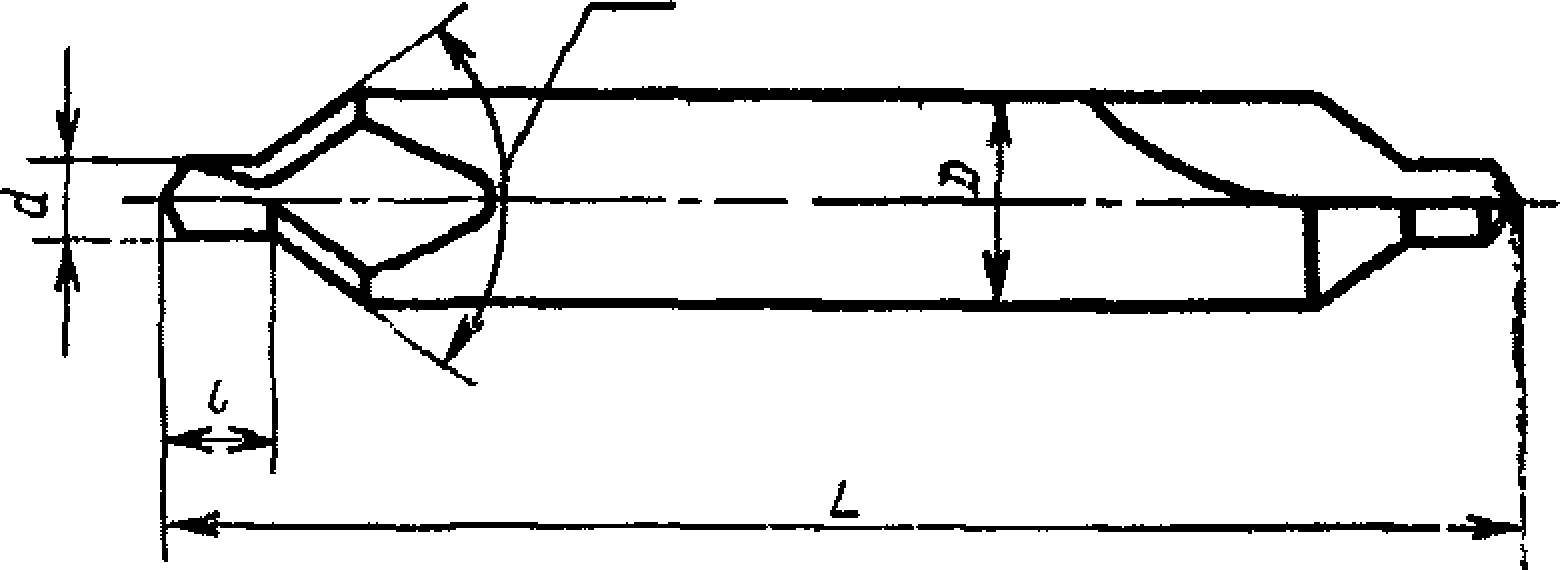
R - burghie pentru găuri centrale cu generatoare arcuită. Fiecare tip de burghiu trebuie fabricat in 2 versiuni, determinate de parametrii rugozitatii suprafetei.
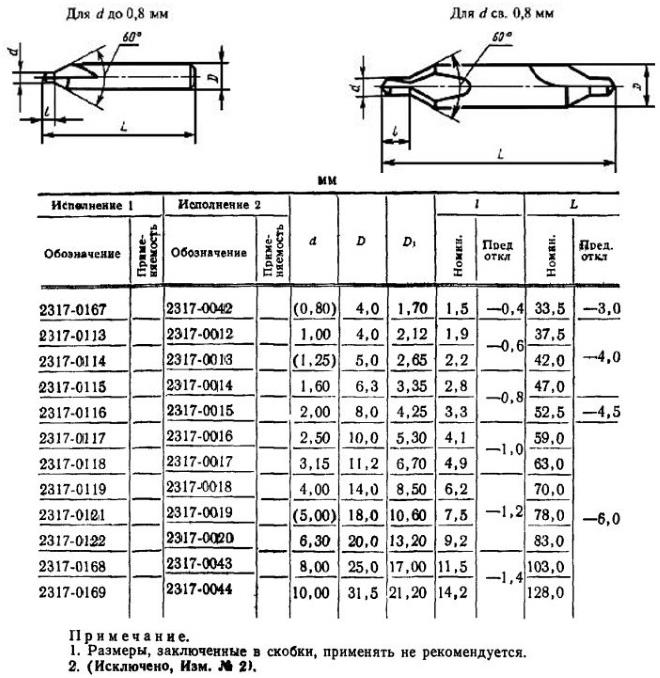
1.2. Dimensiunile burghiilor trebuie sa corespunda cu cele indicate in desen. 1-4 și în tabel. 1-4.
Publicație oficială Reproducerea interzisă
* Reeditare (septembrie 1987) cu Amendamentele nr. 1, 2, aprobate în noiembrie 1981, în decembrie 1986 (IUS 1-^-82, 3-87)
@ Editura Standarde, 1987
Pentru d până la 0,8 mm Pentru d St. 0,8 mm
|
Versiunea 1 |
Versiunea 2 | ||||||||
|
Desemnare |
Desemnare | ||||||||
Nota.
2. (Sters, amendamentul nr. 2).
Exemplu simbol burghie tip A, diametru d= 1,0 mm, varianta 1:
Burghiu 2317-0101 GOST 14952-75 La fel, versiunea 2:
Burghiu 2317-0001 GOST 14952-75
|
Versiunea 1 |
Versiunea 2 | |||||||||
|
Desemnare |
Desemnare |
şomaj | ||||||||
Nota.
1. Dimensiunile cuprinse între paranteze nu sunt recomandate.
2. (Exclus, modificarea L
Un exemplu de simbol pentru un burghiu de tip B, diametru d=l,0 mm, versiunea 1:
Burghiu 2317-0113 GOST 14952-75 La fel, versiunea 2:
Burghiu 2317-0012 GOST 14952-75
Pentru d-0 P 8 mm
Pentru d St. 0,8 mm
Tabelul 3
|
Versiunea 1 |
Versiunea 2 | ||||||||
|
Desemnare |
Desemnare | ||||||||
Note: (Exclus, amendamentul nr. 2).
Un exemplu de simbol pentru un burghiu de tip C, diametru d=l,0 mm, versiunea 1:
Burghiu 2317-0124 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0022 GOST 14952-75
Pentru d până la 0,8 mm
Pentru d St. 0,8 mm
GOST 14952-75 C 5 Tabelul 4
|
Versiunea 1 |
Versiunea 2 | |||||||||
|
Desemnare |
disponibilitate |
Desemnare |
şomaj | |||||||
Nota. Dimensiunile cuprinse între paranteze nu sunt recomandate.
Un exemplu de simbol pentru un burghiu de tip R, diametru d-1,0 mm, versiunea 1:
Burghiu 2317-0129 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0027 GOST 14952-75
1.1, 1.2. (Ediție schimbată. Amendamentul nr. 2).
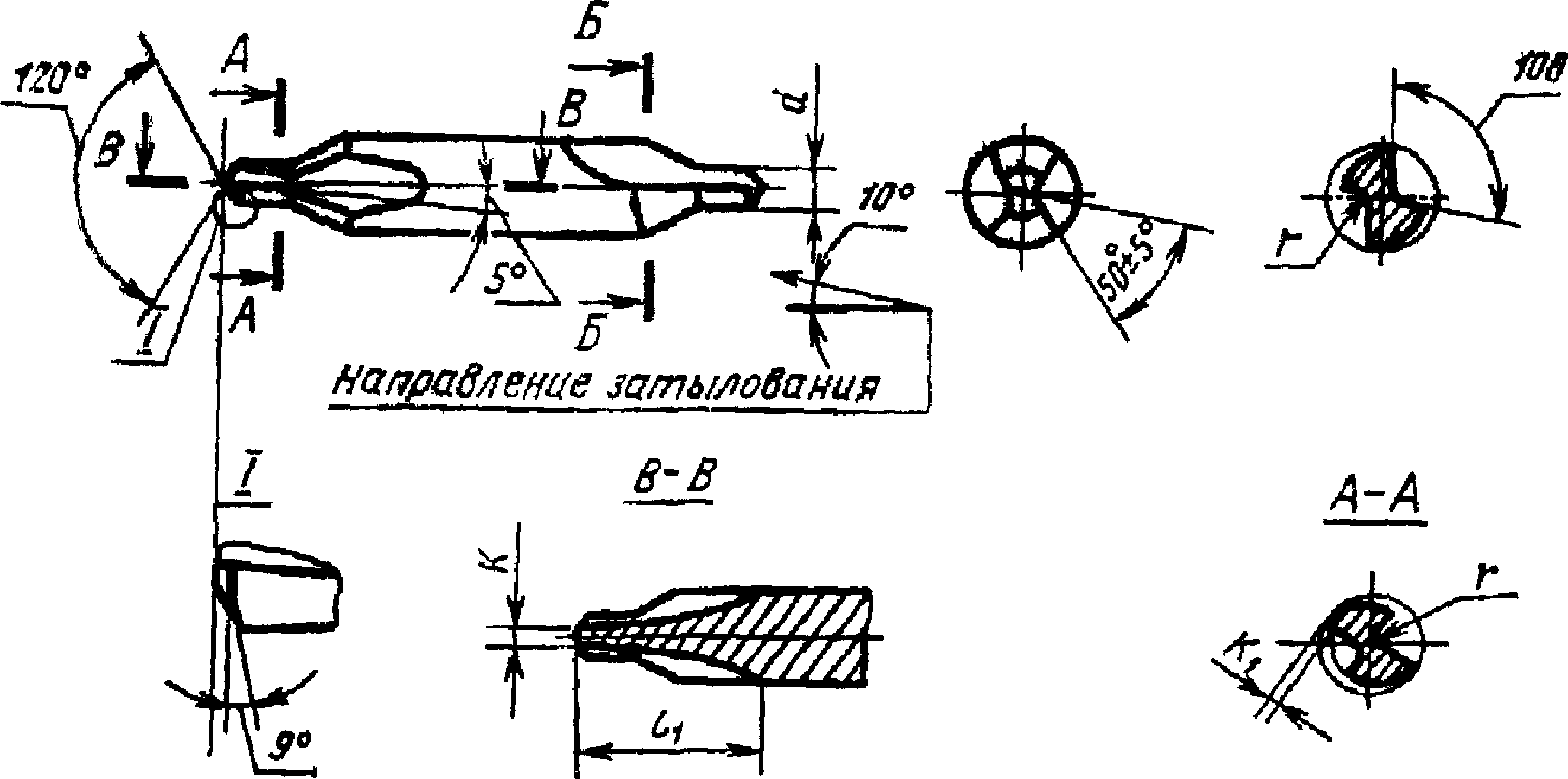
1.3. Dimensiunile de proiectare și parametrii geometrici ai burghiilor sunt indicați în aplicația recomandată.
2. CERINȚE TEHNICE
2.1. Burghiile trebuie să fie fabricate din oțel de mare viteză - în conformitate cu GOST 19265-73.
2.2. Duritatea părții de lucru a burghiilor de centrare ar trebui să fie:
pentru burghie cu diametrul de până la 3,15 mm - 63...65 HRC 0;
pentru burghie cu diametrul peste 3,15 mm - 63...66 HRC 0.
Duritatea părții de lucru a burghiilor din oțel de mare viteză cu un conținut de vanadiu de 3% sau mai mult și cobalt de 5% sau mai mult ar trebui să fie mai mare cu 1-2 unități HRC 3.
2.3. Parametrii de rugozitate ai suprafețelor de foraj conform GOST 2789-73 nu trebuie să depășească valorile specificate în tabel. 5.
Tabelul 5
2.2, 2.3. (Ediție schimbată, amendamentul nr. 2).
2.4. Pe suprafețele burghiilor de centrare nu sunt permise crăpături, spărturi, pete rugoase și culori pătate (cu excepția canelurilor, unde sunt permise culorile pătate în punctul de ieșire a roții).
2.5. Abaterile maxime ale dimensiunilor burghiilor combinate nu trebuie să depășească:
diametru burghiu:
|
diametru | |||||||
diametrul piesei cilindrice de prindere... b9; unghiuri de con 60° și 75°... minus 30";
unghi de con 120°... ±1°.
Notă Dimensiunile diametrelor nominale ale piesei de găurire trebuie măsurate la începutul piesei de tăiere.
2.6. Burghiile de tipurile A, B si C trebuie sa aiba o reducere a diametrului piesei de gaurire catre tija (conic invers) in intervalul 0,05-0,10 mm pe 10 mm lungime.
2.7. Îngroșarea miezului de burghie combinate către tijă cu 5 mm lungime ar trebui să fie:
pentru burghie cu diametrul de până la 3,15 mm......0,40 mm
» » » Sf. 3,15 mm......0,25 mm
2.8. Toleranța de curgere radială a marginilor auxiliare ale piesei de găurire în raport cu axa piesei de prindere nu trebuie să fie mai mare de:
pentru burghie cu diametrul de până la 3,15 mm... 0,03 mm » * » St. 3,15 mm...0,04 mm
2.9. Toleranța de curgere axială, verificată în centrul muchiilor de tăiere, nu trebuie să fie mai mare de:
pentru burghie cu un diametru de până la 6,0 mm... 0,10 mm » * > St. 6,0 mm până la 10,0 mm. ..0,13 mm
» » » Sf. 10,0 mm... 0,15 mm
Pentru burghie cu un diametru de până la 6 mm, în loc de toleranța curbei de capăt a piesei de găurire, este permisă verificarea:
diferența la jumătatea unghiului la vârful burghiului, care nu trebuie să fie mai mare de 1°30";
toleranța de simetrie în expresia razei marginii transversale față de axa părții de prindere a burghiului:
pentru burghie cu diametrul de până la 3,15 mm. . . . , . , 0,05 mm
» > » Sf. 3,15 mm......0,10 mm
(Ediție schimbată, amendamentul nr. 2).
2.10. Diferența dintre lățimile penelor pe un burghiu nu trebuie să fie mai mare de:
pentru burghie cu diametrul de până la 3,15 mm......0,07 mm
» » » Sf. 3,15 mm......0,10 mm
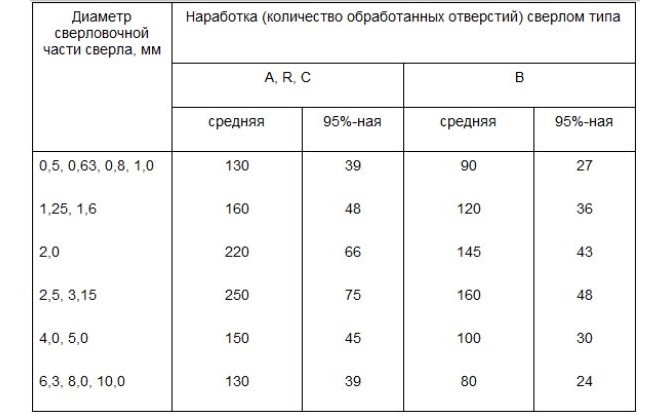
2.11. Valorile timpului mediu până la defecțiune și timpul de funcționare fără defecțiuni stabilit al burghiilor din oțel R6M5 versiunea 2 în condițiile de încercare specificate în secțiunea. 4, nu trebuie să fie mai mici decât cele date în tabel. 6.
Tabelul 6
Nota. Pentru burghiele din versiunea 1, factorul de corecție pentru durata de viață medie și specificată este 1,3.
2.12. Criteriul pentru eșecul burghiilor de centrare cu un diametru de până la 3,15 mm este ruperea, iar de la 4 mm și mai sus - realizarea uzurii Az pe suprafața posterioară în conformitate cu Tabelul. 7.
2.11, 2.12. (Introdus suplimentar, amendamentul nr. 2).
3. REGULI DE ACCEPTARE
3.1. Reguli de acceptare a forajului - conform GOST 23726-79.
(Ediție schimbată, amendamentul nr. 1).
3.2. Testele periodice, inclusiv timpul mediu până la eșec, trebuie efectuate o dată la trei ani pe cel puțin 5 burghie.
Testele pentru timpul stabilit de funcționare fără defecțiuni trebuie efectuate de două ori pe an pe cel puțin 5 burghie.
(Ediție schimbată, amendamentul nr. 1,2).
3.3-3.7. (Exclus, amendamentul nr. 1),
4. METODE DE TESTARE
4.1. Testarea burghiilor trebuie efectuată pe mașinile de găurit, centrare și strunjire folosind unelte auxiliare, care trebuie să îndeplinească standardele de precizie și rigiditate stabilite pentru acestea.
4.2. Burghiile trebuie testate pe mostre din oțel de calitate 45 conform GOST 1050-74 cu o duritate de 187-207 HB.
4.3. Testele de durabilitate se efectuează pe burghie de tip B, precum și de tip A, R sau C cu diametre de 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 mm la modurile indicate în tabel. 8.
4.3.1. Valorile de acceptare ale timpului mediu până la defecțiune și ale timpului de funcționare fără defecțiuni stabilite nu trebuie să fie mai mici decât cele indicate în tabel. 9.
4.4. După testele de performanță, muchiile de tăiere ale burghiilor nu trebuie să fie ciobite, burghiele ar trebui să fie potrivite pentru lucrări ulterioare.
4.5. Ca fluid de tăiere se folosește o soluție de emulsol de 5% (în greutate) în apă cu un debit de cel puțin 5 l/min.
Tabelul 8
|
Diametrul piesei de foraj burghie, mm |
Avans, mm/rev, pentru tipuri |
Adâncime de găurire, mm, pentru tipuri |
Viteză |
Numărul de găuri prelucrate |
||
|
teste de performanță |
||||||
|
Tabelul 9 |
||||||
|
Valori de acceptare ale timpului de funcționare pentru tipul de burghiu |
||||||
|
Diametrul piesei de foraj | ||||||
|
burghie, mm | ||||||
|
0,5, 0,63, 0,8, 1,0 1,25, 1,6 2.0 2,5, 3,15 4,0, 5,0 6,3, 8,0, 10,0 | ||||||
4.6. Duritatea burghiilor este măsurată conform GOST 9013-59.
4.7. Controla aspect efectuate vizual.
4.8. Parametrii rugozității suprafeței burghiului trebuie verificați prin comparație cu probele de rugozitate în conformitate cu GOST 9378-75 sau cu unelte standard, ale căror valori ale parametrilor rugozității suprafeței nu sunt mai mari decât cele specificate în clauza 2.3.
Comparația se efectuează vizual folosind o lupă LP-2-4 x conform GOST 25706-83.
4.9. La monitorizarea parametrilor de foraj, trebuie utilizate metode și mijloace de control, a căror eroare nu trebuie să fie mai mare decât: la măsurarea dimensiunilor liniare - valorile specificate în GOST 8.051-81;
la măsurarea unghiurilor - 35% din valoarea toleranței pentru ceea ce este testat
la verificarea formei și amplasării suprafețelor - 25% din valoarea toleranței pentru parametrul testat.
Sec. 4. (Ediție schimbată, Amendament M 2).
5. ETICHETARE, AMBALARE, TRANSPORT ȘI DEPOZITARE
5.1. Fiecare burghiu trebuie să fie marcat clar:
a) diametrul piesei de foraj;
b) marca inregistrata a producatorului?
c) denumirea forajului;
d) calitatea oțelului.
Note:
1. Pentru burghie cu diametrul D peste 10 mm, este permisă marcarea ultimelor patru cifre ale desemnării burghiului; pentru burghie cu diametrul D mai mic de 10 mm Denumirea nu poate fi marcată.
I. Oțelul de calitate R6M5, R6AMB nu poate fi marcat.
3. În locul clasei de oțel, este permisă marcarea literelor „HS” pentru oțel cu un conținut de wolfram de până la 3% inclusiv, a literelor „HSS” pentru oțel cu un conținut de wolfram de 6% sau mai mult, literele „ HSCo” pentru oțel care conține cobalt, indicând etichetele de calitate a oțelului ia.
(Ediție schimbată, amendamentul nr. 2).
5.2. Ambalajul intern al burghiilor VU-1 este în conformitate cu GOST 9.014-78.
5.3. Alte cerințe pentru ambalare, etichetare, transport și depozitare sunt în conformitate cu GOST 18088-83.
5.2, 5.3. (Ediție schimbată, amendamentul nr. 2).
Sec. 6. (Sters, amendamentul nr. 2).
cu şi
Designul, dimensiunile și parametrii geometrici ai burghiilor sunt indicați în Fig. I-4 și o masă. 1-4.
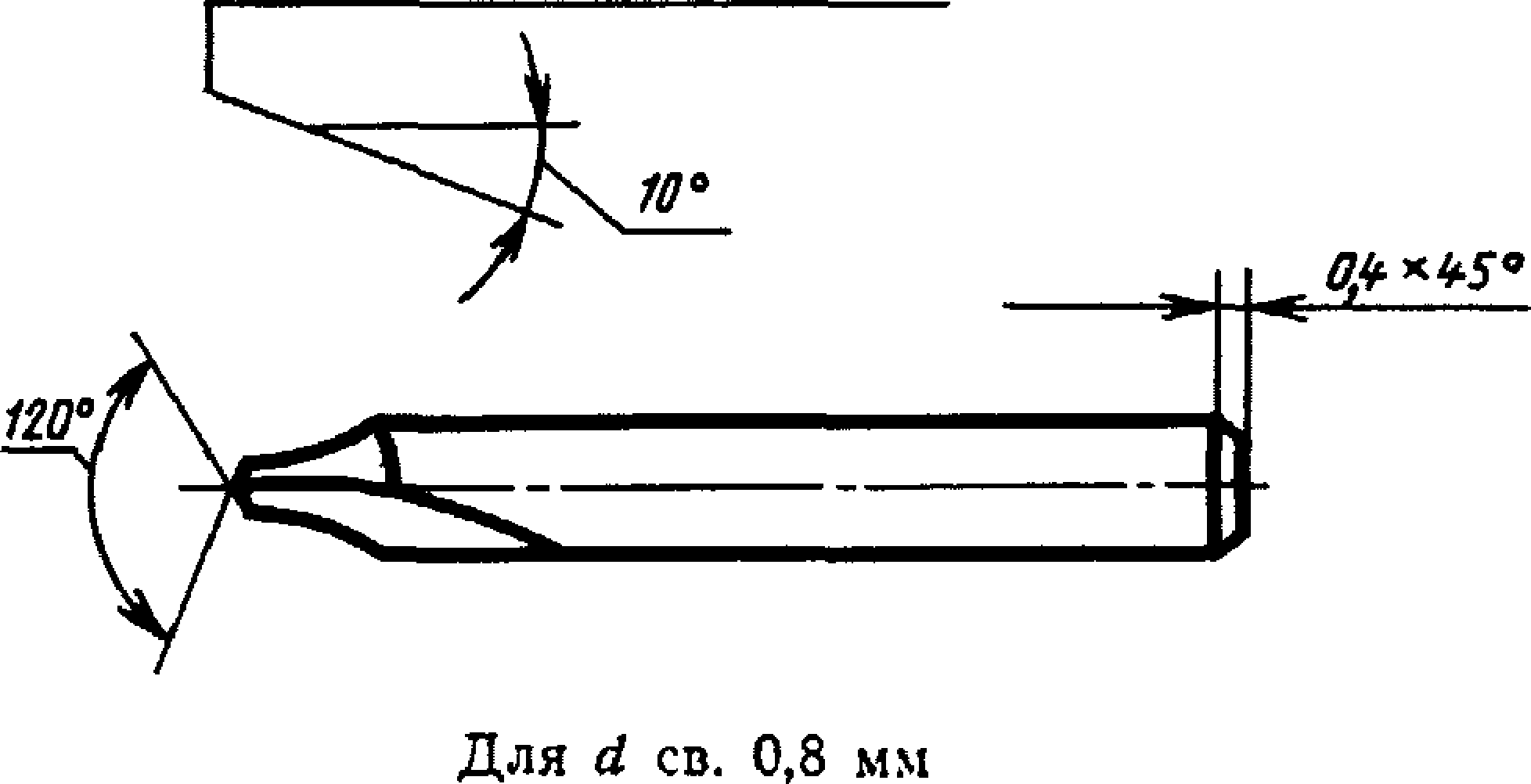
Forma 1. Burghiu cu caneluri oblice
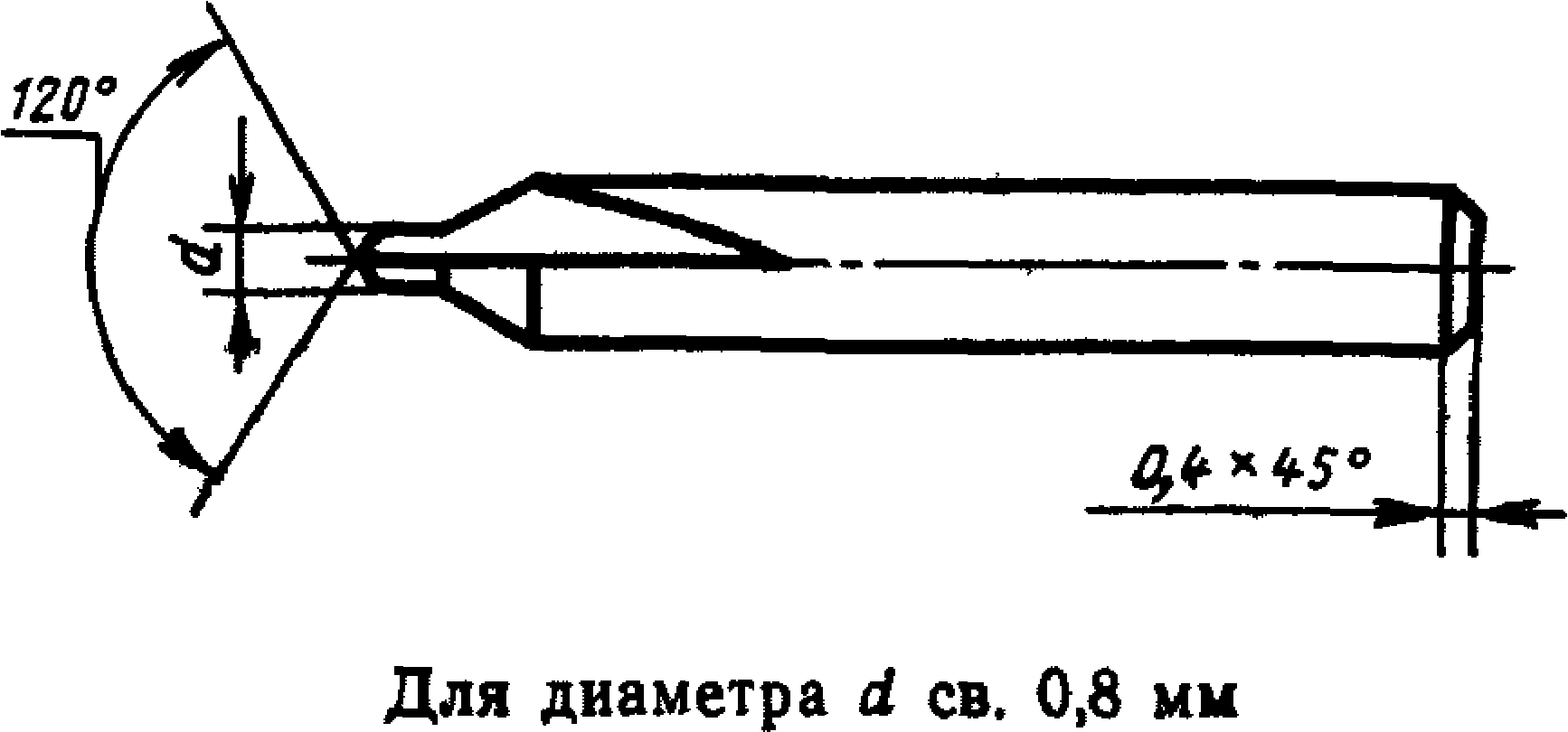
Pentru diametre d până la 0,8 mm
Pentru diametre d St. 0,8 mm
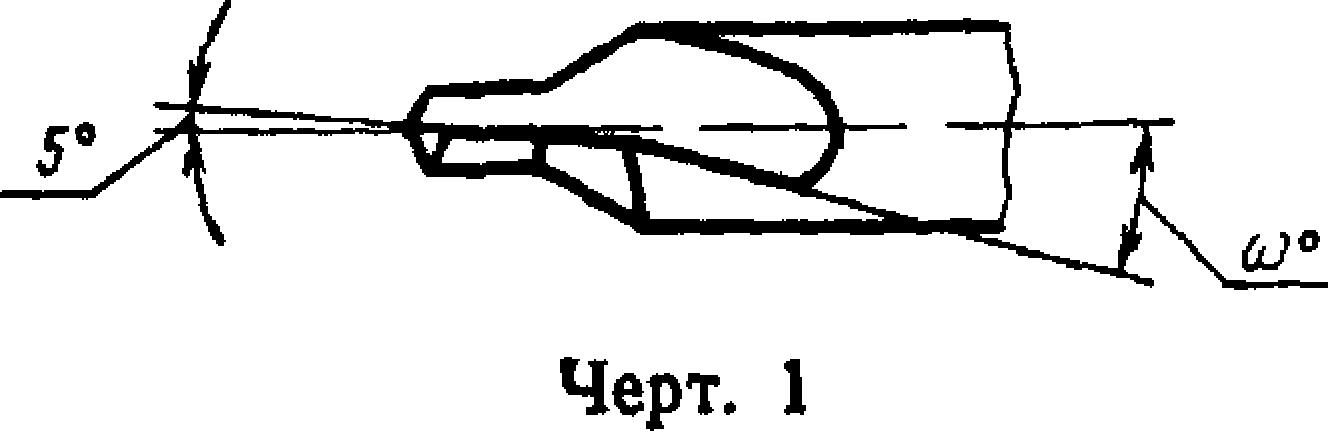
Formă. 1. Burghie cu flaut oblic
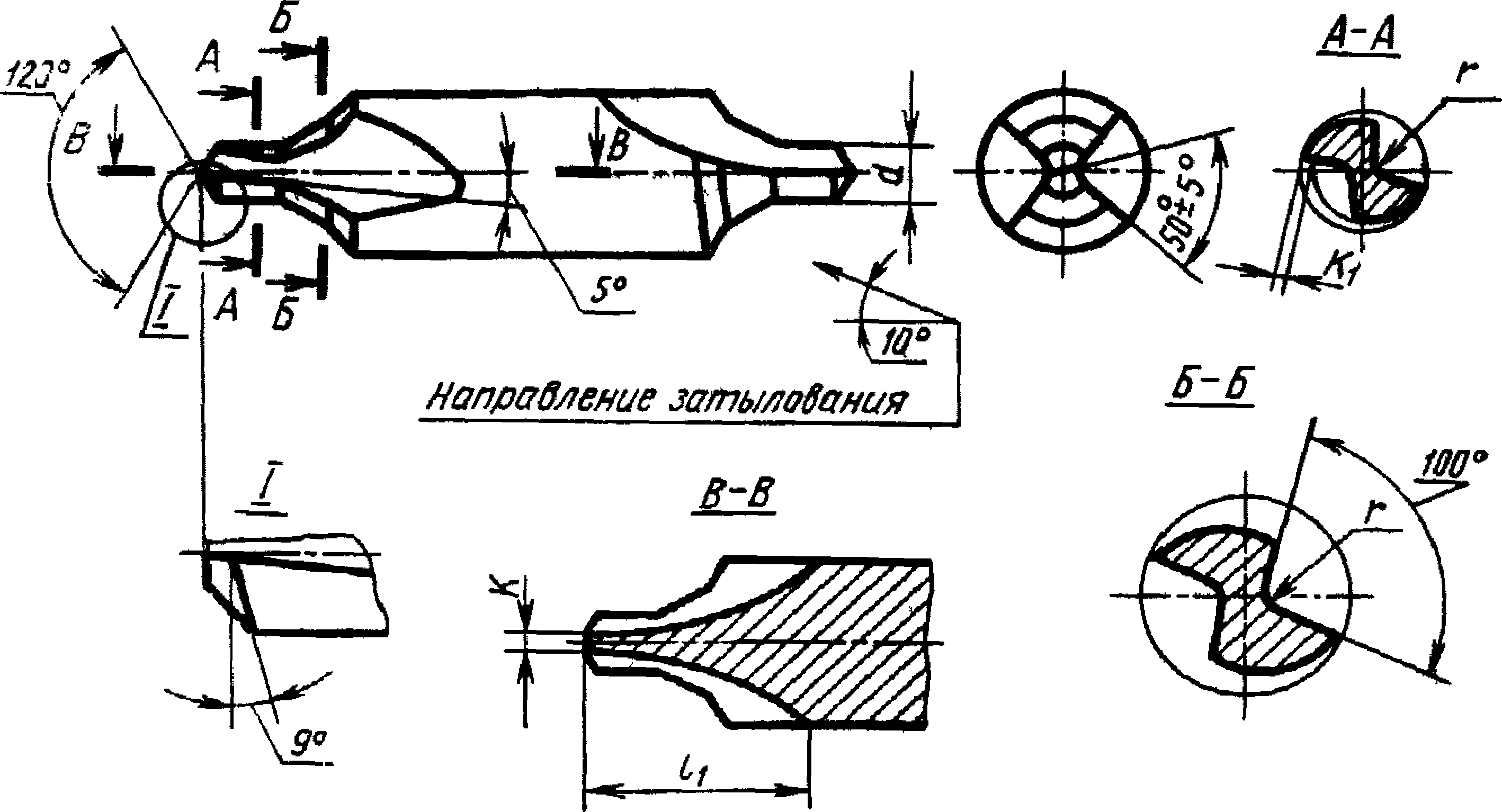
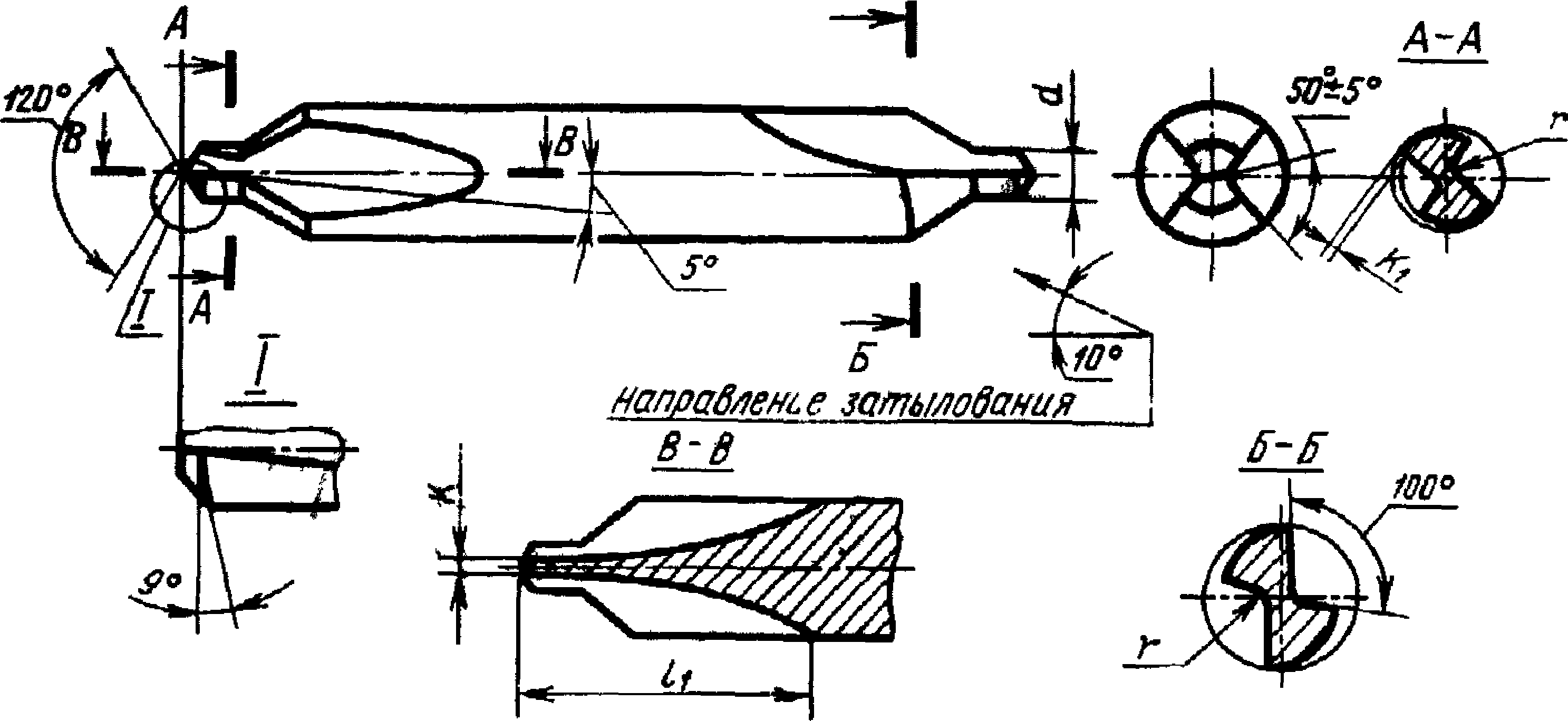
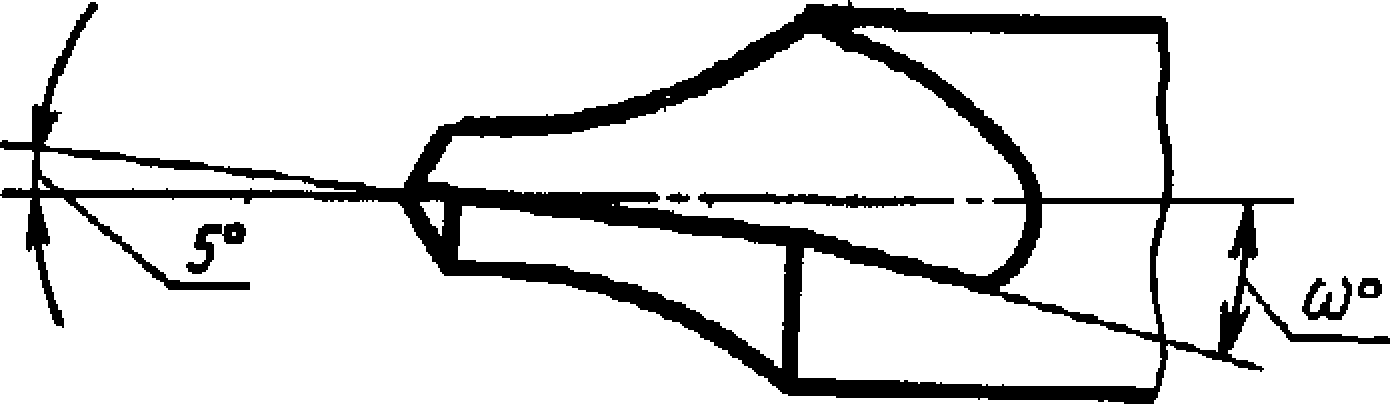
Forma 2. Burghie cu canal elicoidal
Nota. Unghiul de 100° și raza r sunt date într-o secțiune perpendiculară pe panta șanțului.
Pentru diametrul d «0,8 mm
Tabelul 3
Forma 1. Burghie cu caneluri oblice
Direcția de săpare ^ la ^ la mm
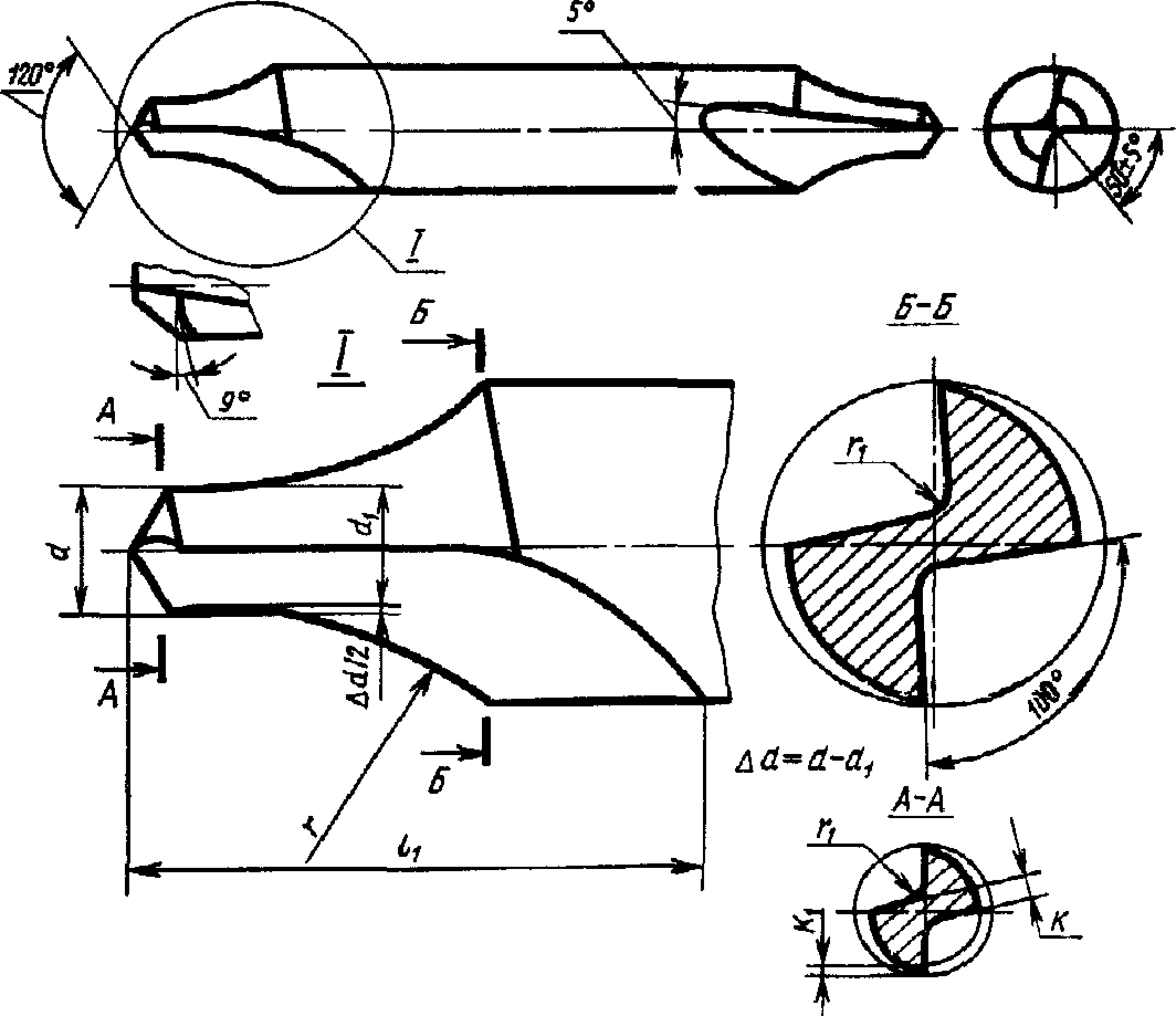
Forma 2. Burghie cu canal elicoidal
Nota. Unghiul de 100° și raza r sunt date într-o secțiune perpendiculară pe panta șanțului.
Tabelul 4
Schimbați Mk 3 GOST 14952-75 Burghie de centrare combinate. Specificații
Aprobat și pus în aplicare prin Decretul Comitetului de Stat al URSS pentru managementul calității produselor și standarde din 28 mai 1990 Jfc 1324
Data introducerii 01.01.01
Parte introductivă. Al doilea paragraf ar trebui șters.
(Continuare, p. 134)
Clauza 1.1. Al cincilea paragraf. Excludeți gloria: „determinat de parametrii de rugozitate a suprafeței”.
Clauza 2.5 va fi menționată în noua editie: „2.5. Abaterile maxime ale dimensiunilor burghiilor combinate nu trebuie să depășească:
diametrul burghiului. , „ . . k 12
diametrul piesei cilindrice de prindere. . h9
(Continuare la pagina 135)
unghiuri de con 60 r și 75° ........-30"
unghi de con 120°....... . ±1°.
Nota. Dimensiunile diametrelor nominale ale piesei de găurire trebuie măsurate la începutul piesei de tăiere.”
Clauzele 2.11, 4.3.1. Înlocuiți cuvântul: „instalat” cu „96%”; Tabelul 6. 9. Înlocuiți cuvântul: „instalat” cu „95%” (de 4 ori). Secțiunea 2 ar trebui completată cu paragrafele - 2.13, 2.14: „2.13. Fiecare burghiu trebuie să fie marcat clar:
diametrul piesei de foraj; marca producatorului; denumirea forajului (ultimele patru cifre); calitate de oțel.
Note:
1. La burghiele cu un diametru D mai mic de W mm, este permisă să nu se marcheze denumirea burghiului.
(Continuare la pagina 136)
2. Este permisă marcarea claselor de oțel R6LK5, R6AM5.
3. Se admite marcarea în locul clasei de oțel rapid cu literele HSS, pentru clasele de oțel care conțin cobalt - cu literele HSSC 0>, în timp ce gradul este acum indicat doar pe etichete.
2.14. Ambalarea, marcarea containerelor de transport și de consum - în conformitate cu GOST 18088-83.”
Clauza 3.2. Al doilea paragraf ar trebui menționat într-o nouă ediție: „Testele pentru 95% timp de funcționare fără defecțiuni ar trebui efectuate o dată pe an pe cel puțin 5 burghie.”
Secțiunea 5 va fi menționată într-o nouă ediție:
<5. Транспортирование и хранение
Transportul și depozitarea burghiilor - conform GOST 18088-83.”
(IUS 8 1990)
Livrat la terasament Galeria de tir 6000
Redactor V. S. Babkina Redactor tehnic M. I. Maksimova Coritor L. S. Chernousova
12.08.S7 Sub. în cuptor 11/10/87 1,25 el. p.l. 1,25 el, cr.-ott. 0,92 publicație academică l.
Pret 5 copeici.
Ordinul Insigna de Onoare * Editura Standarde, 123840, Moscova, GSP, Novopresnensky per. .3 Tip „Imprimanta de la Moscova*. Moscova, strada Lyalin, 6. Zak. 1194
Un burghiu de centrare aparține categoriei uneltelor de tip combinat: poate fi folosit pentru a realiza găuri în piesele din diverse materiale (fontă, oțeluri obișnuite și aliate, aliaje metalo-ceramice pe bază de bronz și fier). Cu ajutorul unor astfel de burghie, după cum sugerează și numele lor, sunt create găuri pentru prelucrarea ulterioară a pieselor de prelucrat atunci când acestea sunt fixate în centre.
Producție și parametri principali
Un burghiu, numit burghiu de centrare, este o unealtă profesională folosită în principal de întreprinderile mari și mijlocii care au strunguri și mașini de frezat în arsenalul lor. Producția sa este reglementată de un document precum GOST 14952-75. Folosind burghie de centrare, se fac găuri a căror axă este perpendiculară pe suprafața piesei de prelucrat.
Trebuie remarcat faptul că niciun alt instrument de prelucrare a metalelor nu permite obținerea unei asemenea precizii în formarea găurilor, precum și calitatea înaltă a acestora.

Când faceți găuri folosind un burghiu central, probabilitatea de acumulare a erorilor în timpul procesării este redusă la zero. Multe alte tipuri de burghie nu permit burghiilor să producă găuri ale căror dimensiuni și locație corespund strict desenului. GOST 14952-75 definește o gamă largă de diametre de foraj de acest tip: de la 0,5 la 10 mm. Acest document de reglementare identifică, de asemenea, 4 tipuri principale de burghie de centrare:
- A - pentru formarea găurilor de centrare, a căror conicitate a laturilor este de 60 de grade (astfel de burghie nu au o suprafață de tăiere care formează așa-numitul con de siguranță);
- B – pentru realizarea găurilor de centrare cu con de siguranță pe piesa de lucru (unghiul de rotație al laturilor acesteia este de 120 de grade);
- C – pentru a realiza găuri de centrare fără con de siguranță cu unghi de rotație de 75 de grade;
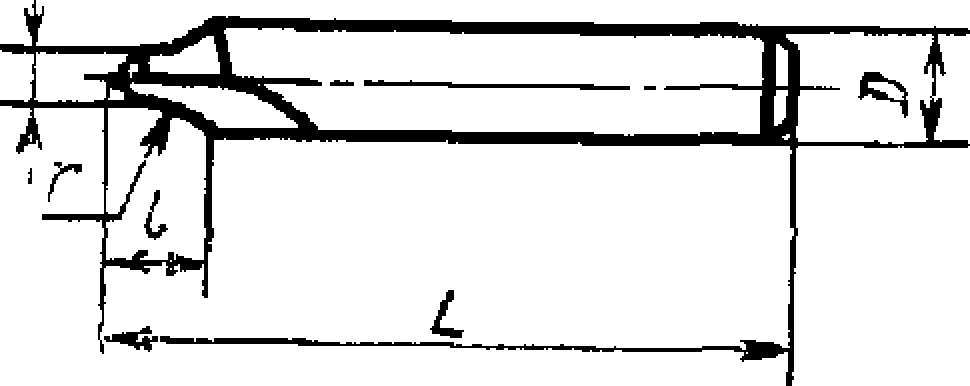
- R – pentru formarea găurilor de centrare ale căror suprafețe de formare au o configurație arcuită.
Burghiile din fiecare dintre categoriile prezentate mai sus sunt disponibile în două versiuni: cu diametrul vârfului principal de tăiere de până la opt zecimi de milimetru (primul tip) și mai mult de opt zecimi de milimetru (al doilea tip). Când se utilizează un instrument de centrare de primul tip, rugozitatea pereților găurii centrale formate este mai mică decât atunci când se utilizează o unealtă cu un diametru de vârf mai mare de opt zecimi de milimetru. Astfel, alegerea unui burghiu de un tip sau altul este influențată în principal de cerințele privind gradul de rugozitate al pereților găurii care se formează.
Puteți determina ce tip de unealtă țineți în mâini prin marcarea acestuia, ale cărui reguli sunt, de asemenea, stabilite de GOST 14952-75. Astfel, marcarea burghiilor de centrare cu aceiași parametri geometrici, dar de tipuri diferite, arată astfel:
- burghie de categoria „A”, al căror diametru este de 1 mm: primul tip de execuție - 2317-0101, al doilea tip - 2317-0001.
- burghie din categoria „B”, al căror diametru este, de asemenea, de 1 mm: primul tip - 2317-0113, al doilea - 2317-0012.
- unealta de categoria „C” cu diametrul de 1 mm: primul tip – 2317-0124, al doilea – 2317-0022.
- burghie de categoria „R” de același diametru: primul tip – 2317-0129, al doilea – 2317-0027.

Toți parametrii geometrici ai burghiilor de centrare de diferite tipuri sunt determinați de GOST 14952-75, în care sunt prezentați în tabelele corespunzătoare.
Cerințe de bază
Burghiile, care sunt concepute pentru a produce găuri de centrare, sunt fabricate din. În conformitate cu cerințele documentului de reglementare, acest material trebuie să furnizeze următorii parametri de duritate pentru partea de lucru a sculei cu un diametru:
- mai puțin de 3,15 mm – 63–65 HRC;
- mai mult de 3,15 mm – 63–66 HRC.
Diametrul burghiilor de tip centrare poate avea abateri, ale căror valori limită sunt specificate și în documentul de reglementare:
- pentru scule cu diametrul peste 5 mm – +0,15 mm;
- 2,5–5 mm – +0,12 mm;
- 0,8–2,5 mm – +0,1 mm;
- până la 0,8 mm – +0,05 mm.
Documentul de reglementare enumeră, de asemenea, cerințele pentru starea suprafeței burghiilor aparținând tipului de centrare: nu trebuie să existe fisuri, spărturi, culori pătate sau pete aspre. Se acceptă că culorile terne pot fi prezente în zona canelurilor - unde iese discul de șlefuit.
Standardul specifică, de asemenea, criterii pentru defecțiunea sculei de centrare, care pentru burghiile cu diametrul de până la 3,15 mm apare în cazul ruperii acestora și pentru o unealtă cu diametrul de peste 4 mm - în cazul uzurii acesteia. suprafața din spate cu cantitatea specificată în tabelele relevante.
Diferența de lățime a penelor trebuie să se încadreze în următoarele limite pentru burghie cu un diametru de:
- până la 3,15 mm - nu mai mult de șapte sutimi de milimetru;
- mai mult de 3,15 mm – nu mai mult de o zecime de mm.
Controlul calității
Burghiile folosite la realizarea gaurilor de centrare, precum si frezele de centrare, sunt instrumente profesionale, asa ca sunt foarte responsabili in monitorizarea caracteristicilor tehnice ale acestora.
Una dintre cele mai importante etape ale controlului calității sculelor de centrare este testarea performanței acestora, care se efectuează pe probe speciale din oțel 45, având o duritate de la 187 la 207 unități pe scara HB. În timpul testării, performanța burghiului central testat este comparată cu modul în care se comportă o altă unealtă în condiții similare, ai cărui parametri de rigiditate și precizie sunt determinați cu precizie.
După verificarea acestuia în prelucrarea metalului, burghiul de centrare nu trebuie să aibă zone de așchiere pe partea sa de tăiere. Testerii evaluează dacă poate fi folosit pentru procesare ulterioară. Mijloacele utilizate pentru un astfel de control sunt o lupă și un instrument de măsură, care sunt necesare pentru a compara parametrii geometrici ai burghiului testat cu valoarea lor indicată în desen. La verificarea parametrilor geometrici ai instrumentului de centrare, standardul (GOST 8.051-81) permite următoarele erori.
- O abatere de 25% de la toleranța specificată în desen este permisă pentru poziția relativă a suprafețelor sculei și a parametrilor geometrici liniari.
- O abatere de 35% de la toleranța specificată este permisă pentru parametrii unghiulari ai burghiilor.
Schema de verificare a parametrilor geometrici ai instrumentului este prezentată și în GOST menționat mai sus. Regulile de testare a burghiului de centrare pentru duritate, precum și recomandările pentru utilizarea instrumentelor de măsurare sunt specificate în GOST 9013-59.
Instrumentul folosit pentru a face găuri de centrare este, de asemenea, verificat pentru rugozitatea suprafeței, pentru care este comparat cu un alt burghiu - un burghiu de referință. Cerințele pentru valoarea rugozității suprafeței sculei sunt stabilite în standardul relevant (9378-75).
Ca și în timpul procesului de prelucrare, la testarea sculei de centrare, trebuie utilizat un lubrifiant de răcire, care este o soluție apoasă de emulsol 5%.
Testele programate efectuate pe cinci sau mai multe instrumente sunt efectuate la următoarea frecvență:
- verificați funcționarea fără probleme - de două ori pe an;
- verificați timpul mediu până la eșec - o dată la trei ani.
Utilizați acasă
În ciuda faptului că burghiele de centrare sunt profesionale, mulți meșteri de acasă le-au găsit o utilizare cu succes. Astfel de burghie sunt foarte populare în rândul amatorilor de radio, care adesea trebuie să facă găuri cu diametru mic în plăcile de circuite imprimate. Dispunând de o rigiditate ridicată datorită caracteristicilor designului lor, burghiele de tip centrare în astfel de situații sunt mai preferabile decât o unealtă standard de găurit cu diametru mic.

La domiciliu, se folosesc în principal burghie de tip centrare, al căror diametru este de la cinci până la opt zecimi de milimetru. Acest lucru se explică prin faptul că este o unealtă cu o parte de tăiere de diametru mic, care rezolvă cel mai eficient multe probleme de zi cu zi.
Una dintre operațiunile care pot fi efectuate cu succes folosind o unealtă de centrare este găurirea șuruburilor sau șuruburilor care nu pot fi îndepărtate cu o șurubelniță obișnuită. Folosind un instrument de centrare, capetele unor astfel de elemente de fixare recalcitrante sunt pur și simplu găurite, după care pot fi deșurubate cu ușurință. Cel mai simplu mod de a rezolva această problemă este să găuriți capul unui șurub sau un șurub, care are fante pentru șurubelnițele de tip Phillips. Dacă vorbim de un cap cu fante pentru o șurubelniță dreaptă, atunci trebuie mai întâi marcat pentru a indica locația exactă a burghiului.

Nu va fi dificil pentru orice meșter de acasă să achiziționeze o unealtă de centrare de orice diametru. Astăzi există o gamă largă de burghie disponibile pentru vânzare gratuită, inclusiv mărci autohtone și străine.
Dacă vorbim despre preferințele meșterilor de acasă, atunci, judecând după recenzii și recomandări, burghiele de centrare produse sub cunoscutul brand Dormer sunt foarte populare printre aceștia. Acest instrument se distinge prin manopera de înaltă calitate, după cum se poate aprecia chiar și din fotografia sa, este fiabil și durabil în utilizare.

Instrumentul de centrare TM Dormer este realizat din otel rapid si este supus unui tratament termic special pentru a asigura o duritate ridicata a produsului finit. Ca urmare a unor astfel de manipulări tehnologice, se obține o unealtă care poate găuri cu ușurință metale foarte dure, inclusiv oțel inoxidabil.
Producătorul adaugă cobalt la metalul din care sunt fabricate burghiele de centrare Dormer, ceea ce permite sculei de tăiere să-și mențină duritatea inițială chiar și la temperaturi ridicate de procesare. Rezistența la uzură a produselor acestui brand merită și ea laudă.
STANDARDUL DE STAT AL UNIUNII URSS
FORME DE CENTRARE
COMBINAT
CONDIȚII TEHNICE
GOST 14952-75
COMITETUL DE STAT URSS PENTRU STANDARDE
MOSCOVA
STANDARDUL DE STAT AL UNIUNII URSS
Prin Rezoluția Comitetului de Stat de Standarde al Consiliului de Miniștri al URSS din 25 septembrie 1975 nr. 2483, a fost stabilită data introducerii
din 01.01.77
Verificat în 1986. Prin Decretul Standardului de Stat al URSS din 19 decembrie 1986 nr. 4285, perioada de valabilitate a fost prelungită
până la 01.01.92
Nerespectarea standardului este pedepsită de lege
* Reeditare (septembrie 1987) cu Modificări Nr. 1, 2, aprobată în noiembrie 1981, în decembrie 1986 (IUS 1-82, 3-87)
Acest standard se aplică burghielor de centrare combinate pentru prelucrarea găurilor centrale în conformitate cu GOST 14034-74.
(Ediție schimbată, amendamentul nr. 1).
1. TIPURI SI DIMENSIUNI
1.1. Burghiile centrale combinate trebuie fabricate în patru tipuri:
A - burghie pentru centrarea gaurilor 60° fara con de siguranta;
B - burghie pentru gauri centrale 60° cu con de siguranta 120°;
C - burghie pentru gauri centrale de 75° fara con de siguranta;
R - burghie pentru găuri centrale cu generatoare arcuită. Fiecare tip de burghiu ar trebui să fie fabricat în 2 versiuni.
1.2. Dimensiunile burghiilor trebuie sa corespunda cu cele indicate in desen. - și în tabel. - .
Tip A
Pentru d până la 0,8 mm
Tabelul 1
|
Versiunea 2 |
d |
D |
l |
L |
Desemnare |
Aplicabilitate |
Desemnare |
Aplicabilitate |
Nom. |
Prev. oprit |
Nom. |
Prev. oprit |
2317-0164 |
2317-0038 |
(0,50) |
3,15 |
1,0 |
0,2 |
21,0 |
2,0 |
2317-0165 |
2317-0039 |
(0,63) |
1,2 |
0,3 |
2317-0166 |
2317-0041 |
(0,80) |
1,5 |
0,4 |
2317-0101 |
2317-0001 |
1,00 |
1,9 |
0,6 |
33,5 |
4,0 |
2317-0102 |
2317-0002 |
(1,25) |
2,2 |
2317-0108 |
2317-0003 |
1,60 |
4,00 |
2,8 |
0,8 |
37,5 |
2317-0104 |
2317-0004 |
2,00 |
5,00 |
3,3 |
42,0 |
2317-0105 |
2317-0005 |
2,50 |
6,30 |
4,1 |
1,0 |
47,0 |
2317-0106 |
2317-0006 |
3,15 |
8,00 |
4,9 |
52,0 |
2317-0107 |
2317-0007 |
4,00 |
10,00 |
6,2 |
1,2 |
59,0 |
6,0 |
2317-0108 |
2317-0008 |
5,00 |
12,50 |
7,5 |
66,0 |
2317-0109 |
2317-0009 |
6,30 |
16,00 |
9,2 |
74,0 |
2317-0111 |
2317-0010 |
8,00 |
20,00 |
11,5 |
1,4 |
83,0 |
2317-0112 |
2317-0011 |
10,00 |
25,00 |
14,2 |
103,0 |
Nota e.
2. (Sters, amendamentul nr. 2).
Exemplu de simbol burghie tip A, diametru d= 1,0 mm, versiunea 1:
Burghiu 2317-0101 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0001 GOST 14952-75
Tip B
Tabelul 2
|
Versiunea 1 |
Versiunea 2 |
d |
D |
D 1 |
l |
L |
Desemnare |
Aplicabilitate |
Desemnare |
Aplicabilitate |
Nom. |
Prev. oprit |
Nom. |
Prev. oprit |
2317-0167 |
2317-0042 |
(0,80) |
4,0 |
1,70 |
1,5 |
0,4 |
33,5 |
3,0 |
2317-0113 |
2317-0012 |
1,00 |
4,0 |
2,12 |
1,9 |
0,6 |
37,5 |
4,0 |
2317-0114 |
2317-0013 |
(1,25) |
5,0 |
2,65 |
2,2 |
42,0 |
2317-0115 |
2317-0014 |
1,60 |
6,3 |
3,35 |
2,8 |
0,8 |
47,0 |
2317-0116 |
2317-0015 |
2,00 |
8,0 |
4,25 |
3,3 |
52,5 |
4,5 |
2317-0117 |
2317-0016 |
2,50 |
10,0 |
5,30 |
4,1 |
1,0 |
59,0 |
6,0 |
2317-0118 |
2317-0017 |
3,15 |
11,2 |
6,70 |
4,9 |
63,0 |
2317-0119 |
2317-0018 |
4,00 |
14,0 |
8,50 |
6,2 |
1,2 |
70,0 |
2317-0121 |
2317-0019 |
(5,00) |
18,0 |
10,60 |
7,5 |
78,0 |
2317-0122 |
2317-0020 |
6,30 |
20,0 |
13,20 |
9,2 |
83,0 |
2317-0168 |
2317-0043 |
8,00 |
25,0 |
17,00 |
11,5 |
1,4 |
103,0 |
2317-0169 |
2317-0044 |
10,00 |
31,5 |
21,20 |
14,2 |
128,0 |
Nota e.
1. Dimensiunile cuprinse între paranteze nu sunt recomandate.
2. (Sters, amendamentul nr. 2).
Exemplu de simbol burghie tip B, diametru d= 1,0 mm, versiunea 1:
Burghiu 2317-0113 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0012 GOST 14952-75
Tip C
Pentru d= 0,8 mm
Pentru d Sf. 0,8 mm
Tabelul 3
|
Versiunea 1 |
Versiunea 2 |
d |
D |
l |
L |
Desemnare |
Aplicabilitate |
Desemnare |
Aplicabilitate |
Nom. |
Prev. oprit |
Nom. |
Prev. oprit |
2317-0123 |
2317-0021 |
0,8 |
3,15 |
1,5 |
0,4 |
21,0 |
2,0 |
2317-0124 |
2317-0022 |
1,0 |
1,9 |
0,6 |
33,5 |
4,0 |
2317-0125 |
2317-0023 |
1,6 |
4,00 |
2,8 |
0,8 |
37,5 |
2317-0126 |
2317-0024 |
2,0 |
5,00 |
3,3 |
42,0 |
2317-0127 |
2317-0025 |
2,5 |
6,30 |
4,1 |
1,0 |
47,0 |
Note eu: (Exclus, amendamentul nr. 2).
Exemplu de simbol burghie tip C, diametru d= 1,0 mm, versiunea 1:
Burghiu 2317-0124 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0022 GOST 14952-75
Tip R
Pentru d Sf. 0,8 mm
Tabelul 4
|
Versiunea 2 |
d |
D |
L |
l |
r |
Desemnare |
Aplicabilitate |
Desemnare |
Aplicabilitate |
Nom. |
Prev. oprit |
Nom. |
Prev. oprit |
2317-0171 |
2317-0045 |
(0,50) |
3,15 |
21,0 |
2,0 |
2,00 |
1,6 |
0,3 |
2317-0172 |
2317-0046 |
(0,63) |
2,40 |
2,0 |
0,4 |
2317-0128 |
2317-0026 |
(0,80) |
3,00 |
2,5 |
0,5 |
2317-0129 |
2317-0027 |
1,00 |
33,5 |
4,0 |
3,15 |
0,65 |
2317-0130 |
2317-0028 |
(1,25) |
3,35 |
4,0 |
0,85 |
2317-0131 |
2317-0029 |
1,60 |
4,00 |
37,5 |
4,25 |
5,0 |
1,0 |
2317-0132 |
2317-0030 |
2,00 |
5,00 |
42,0 |
5,30 |
6,3 |
1,3 |
2317-0133 |
2317-0031 |
2,50 |
6,30 |
47,0 |
6,70 |
8,0 |
1,7 |
2317-0134 |
2317-0032 |
3,15 |
8,00 |
52,0 |
8,50 |
10,0 |
2,0 |
2317-0135 |
2317-0033 |
4,00 |
10,00 |
59,0 |
6,0 |
10,60 |
12,5 |
2,5 |
2317-0136 |
2317-0034 |
(5,00) |
12,50 |
66,0 |
13,20 |
16,0 |
3,5 |
2317-0137 |
2317-0035 |
6,30 |
16,00 |
74,0 |
17,00 |
20,0 |
4,0 |
2317-0138 |
2317-0036 |
(8,00) |
20,00 |
83,0 |
21,20 |
25,0 |
5,0 |
2317-0139 |
2317-0037 |
10,00 |
25,00 |
103,0 |
26,50 |
31,5 |
6,5 |
Note e. Dimensiunile cuprinse între paranteze nu sunt recomandate.
Exemplu de simbol burghie tip R, diametru d= 1,0 mm, versiunea 1:
Burghiu 2317-0129 GOST 14952-75
La fel, execuția 2:
Burghiu 2317-0027 GOST 14952-75
1.1, 1.2.
1.3. Dimensiunile de proiectare și parametrii geometrici ai burghiilor sunt indicați în aplicația recomandată.
2. CERINȚE TEHNICE
2.1. Burghiile trebuie să fie fabricate din oțel de mare viteză - în conformitate cu GOST 19265-73.
2.2. Duritatea părții de lucru a burghiilor de centrare ar trebui să fie:
pentru burghie cu diametrul de până la 3,15 mm - 63 ... 65 HRC e;
pentru burghie cu diametrul peste 3,15 mm - 63 ... 66 HRC e.
Duritatea părții de lucru a burghiilor din oțel de mare viteză cu un conținut de vanadiu de 3% sau mai mult și cobalt de 5% sau mai mult ar trebui să fie mai mare cu 1 - 2 unități HRC.
Tabelul 5
|
Parametrii de rugozitate conform GOST 2789-73 |
Versiunea 1 |
Versiunea 2 |
Ra |
Rz |
Ra |
Rz |
Suprafața greblă a piesei de foraj și suprafața canelurilor |
6,3 |
10,0 |
Suprafața posterioară a piesei de găurire și frecare |
3,2 |
6,3 |
Suprafața piesei cilindrice de prindere |
0,63 |
1,25 |
2.2, 2.3. (Ediție schimbată, amendamentul nr. 2).
2.4. Pe suprafețele burghiilor de centrare nu sunt permise crăpături, spărturi, pete rugoase și culori pătate (cu excepția canelurilor, unde sunt permise culorile pătate în punctul de ieșire a roții).
2.5. Abaterile maxime ale dimensiunilor burghiilor combinate nu trebuie să depășească:
diametrul piesei de foraj................................................. ...... .........k12
diametrul piesei cilindrice de prindere................................. h9
unghiuri de con 60° și 75°............................................. .... ........................... -30¢
unghi de con 120°............................................................. ..... ................................ ±1°.
Note e. Dimensiunile diametrelor nominale ale piesei de găurire trebuie măsurate la începutul piesei de tăiere.
2.6. Burghiile de tipurile A, B si C trebuie sa aiba o reducere a diametrului piesei de gaurire catre tija (conic invers) in intervalul 0,05 - 0,10 mm pe 10 mm de lungime.
(Ediție schimbată, amendamentul nr. 2).
2.7. Îngroșarea miezului de burghie combinate către tijă cu 5 mm lungime ar trebui să fie:
pentru burghie cu diametrul de până la 3,15 mm.................................. .......... .......... 0,40 mm
» » » Sf. 3,15 mm................................................. ... ........... 0,25 mm
2.8. Toleranța de curgere radială a marginilor auxiliare ale piesei de găurire în raport cu axa piesei de prindere nu trebuie să fie mai mare de:
pentru burghie cu diametrul de până la 3,15 mm.................................. .......... .......... 0,03 mm
» » » Sf. 3,15 mm................................................. ... ........... 0,04 mm
2.9. Toleranța de curgere axială, verificată în centrul muchiilor de tăiere, nu trebuie să fie mai mare de:
pentru burghie cu diametrul de până la 6,0 mm... 0,10 mm
» » » Sf. 6,0 mm până la 10,0 mm... 0,13 mm
» » » Sf. 10,0 mm... 0,15 mm
Pentru burghie cu un diametru de până la 6 mm, în loc de toleranța curbei de capăt a piesei de găurire, este permisă verificarea:
diferența dintre jumătatea unghiului de la vârful burghiului, care nu trebuie să fie mai mare de 1° 30 ¢;
toleranța de simetrie în expresia razei marginii transversale față de axa părții de prindere a burghiului:
pentru burghie cu diametrul de până la 3,15 mm.................................. .......... .......... 0,05 mm
» » » Sf. 3,15 mm................................................. ... ........... 0,10 mm
(Ediție schimbată, amendamentul nr. 2).
2.10. Diferența dintre lățimile penelor pe un burghiu nu trebuie să fie mai mare de:
pentru burghie cu diametrul de până la 3,15 mm.................................. .......... .......... 0,07 mm
» » » Sf. 3,15 mm................................................. ... ........... 0,10 mm
2.11. Valori ale timpului mediu până la defecțiune și timpului de funcționare fără defecțiuni de 95% a burghiilor din oțel R6M5 versiunea 2 în condițiile de testare specificate în secțiunea. , nu trebuie să fie mai mici decât cele date în tabel. .
Tabelul 6
|
Timp de funcționare (număr de găuri prelucrate) cu tip burghiu |
A, B, C |
ÎN |
medie |
95% |
medie |
95% |
0,5, 0,63, 0,8, 1,0 |
130 |
39 |
90 |
27 |
1,25, 1,6 |
160 |
48 |
120 |
36 |
2,0 |
220 |
66 |
145 |
43 |
2,5, 3,15 |
250 |
75 |
160 |
48 |
4,0, 5,0 |
150 |
45 |
100 |
30 |
6,3, 8,0, 10,0 |
130 |
39 |
80 |
24 |
Note e. Pentru burghiele din versiunea 1, factorul de corecție pentru perioada de viață medie și stabilită este 1,3.
(Ediție schimbată, amendamentul nr. 3).
2.12. Criteriul de eșec al burghiilor de centrare cu un diametru de până la 3,15 mm este ruperea, iar de la 4 mm și mai sus - uzura h 3 de-a lungul suprafeței din spate în conformitate cu tabelul. .
Tabelul 7
2.11, 2.12. (Introdus suplimentar, amendamentul nr. 2).
2.13. Fiecare burghiu trebuie să fie marcat clar:
diametrul piesei de foraj;
marca producatorului;
denumirea forajului (ultimele patru cifre);
calitate de oțel.
Note:
1. Pe burghie cu un diametruDmai puțin de 10 mm, este permis să nu se marcheze denumirea burghiului.
2. Nu sunt permise clasele de oțel R6M5;
3. Este permisă marcarea literelor în loc să desemneze gradul de oțel de mare viteză H.S.S. , pentru clasele de oțel care conțin cobalt - literele HSSC 0 , în timp ce marca a început să fie indicată doar pe etichete.
2.14. Ambalarea, marcarea containerelor de transport și de consum - în conformitate cu GOST 18088-83.
2.13, 2.14. (Introdus suplimentar, amendamentul nr. 3).
3. REGULI DE ACCEPTARE
3.1. Reguli de acceptare a forajului - conform GOST 23726-79.
(Ediție schimbată, amendamentul nr. 1).
3.2. Testele periodice, inclusiv timpul mediu până la eșec, trebuie efectuate o dată la trei ani pe cel puțin 5 burghie.
Testele pentru funcționarea fără defecțiuni în proporție de 95% trebuie efectuate o dată pe an pe cel puțin 5 burghie.
(Ediție schimbată, amendamentul nr. 1, 2).
3.3 - 3.7. (Exclus, amendamentul nr. 1).
4. METODE DE TESTARE
4.1. Testarea burghiilor trebuie efectuată pe mașinile de găurit, centrare și strunjire folosind unelte auxiliare, care trebuie să îndeplinească standardele de precizie și rigiditate stabilite pentru acestea.
4.2. Burghiile trebuie testate pe mostre din oțel de calitate 45 conform GOST 1050-88 cu o duritate de 187 - 207 HB.
(Ediție schimbată, Rev. Nr.).
4.3. Testele de durabilitate se efectuează pe burghie de tip B, precum și de tip A, R sau C cu diametre de 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 mm la modurile indicate în tabel. .
4.3.1. Valorile de acceptare ale timpului mediu până la defecțiune și 95% timp de funcționare fără defecțiuni nu trebuie să fie mai mici decât cele indicate în tabel. .
(Ediție schimbată, Rev. Nr.).
4.4. După testarea performanței, nu ar trebui să existe așchii pe marginile tăietoare ale burghiilor, iar burghiele ar trebui să fie potrivite pentru lucrări ulterioare.
4.5. Ca fluid de tăiere se folosește o soluție de emulsol de 5% (în greutate) în apă cu un debit de cel puțin 5 l/min.
Tabelul 8
|
Avans, mm/rev, pentru tipuri |
Adâncime de găurire, mm, pentru tipuri |
Viteza de taiere, m/min |
Numărul de găuri prelucrate în timpul testelor de performanță |
A, B, C |
A, C, R |
ÎN |
0,50 |
0,01 |
0,02 |
1,3 |
8 ... 10 |
13 |
0,63 |
1,5 |
0,80 |
1,9 |
2,1 |
1,00 |
2,3 |
2,6 |
1,40 |
0,02 |
2,8 |
3,2 |
25 |
1,60 |
3,5 |
4,0 |
2,00 |
0,04 |
4,4 |
5,0 |
2,50 |
0,07 |
5,5 |
6,3 |
11 ... 13 |
30 |
3,15 |
7,0 |
8,0 |
4,00 |
0,08 |
8,9 |
10,1 |
24 |
5,00 |
0,10 |
11,2 |
12,7 |
14 |
6,30 |
0,12 |
14,0 |
15,4 |
18 |
8,00 |
17,9 |
19,5 |
15 |
10,00 |
22,5 |
24,5 |
Tabelul 9
Burghiul central este un burghiu foarte scurt, cu o tijă groasă. Diametrul tijei este de 2,5...3 ori diametrul vârfului de lucru al burghiului. Acest burghiu are o rigiditate foarte mare, ceea ce îl împiedică să se îndoaie în timpul găuririi inițiale și permite forțe mari de avans.
În momentul inițial al găuririi, se formează o gaură de diametru mic, care este apoi extinsă de marginile tăietoare ale părții conice a burghiului. Cele mai comune dimensiuni ale burghiilor de centrare sunt prezentate în tabelul din Fig. 1.
Scopul burghiilor de centrare
Burghiile de centrare sunt destinate în primul rând pentru găurirea găurilor de centrare în piese pentru prelucrarea lor ulterioară în „centre”. Cu toate acestea, de fapt, gama de aplicații pentru burghie de centrare este mult mai largă. Sunt utilizate pentru pre-forarea găurilor pe strunguri, găurit, frezat și alte mașini. Dar această listă nu le epuizează toate posibilitățile. Burghiile de centrare pot fi folosite la fel de eficient într-un atelier de acasă. Voi încerca să arăt acest lucru cu câteva exemple.
Aplicarea burghiilor
Astfel, burghiele de centrare vor fi foarte utile radioamatorilor care trebuie să facă multe găuri în plăcile cu circuite imprimate. Datorită geometriei lor, burghiele de centrare au o rigiditate semnificativ mai mare decât burghiele convenționale cu diametru mic. Prin urmare, este mult mai convenabil să lucrezi cu ei. Pentru a fi corect, trebuie remarcat faptul că cele mai populare și frecvent întâlnite diametre ale burghiilor de centrare prezentate în Fig. 1 este puțin probabil să fie de interes pentru radioamatorii. Cu toate acestea, GOST furnizează și produce burghie de centrare cu un diametru de 0,5; 0,6 și 0,8 mm. Adevărat, sunt ceva mai greu de găsit.
Aproape orice lucrător la domiciliu a trebuit să facă față unei situații în care un șurub sau un șurub nu „cedează”. În astfel de cazuri, găurim cu atenție capul șurubului, după care conexiunea este mai mult sau mai puțin ușor dezasamblată. Este deosebit de convenabil să faceți acest lucru cu șuruburi și șuruburi cu fantă pentru o șurubelniță Phillips, deoarece adâncitura caracteristică din centrul capului face mai ușor să selectați direcția exactă de găurire.
Dimensiuni si accesorii
Aleg dimensiunea burghiului în funcție de dimensiunea șurubului sau șurubului al cărui cap trebuie să fie găurit. Diametrul tijei de centrare trebuie să fie egal cu sau puțin mai mare decât diametrul „corpului” șurubului sau șurubului (Fig. 2). Capătul burghiului este plasat în centrul capului șurubului și găurit până când partea conică a burghiului ajunge în „corp”. În acest caz, capul șurubului se rupe și începe să se rotească odată cu burghiul. În acest moment trebuie să opriți alimentarea și să opriți burghiul. Din experiența mea, de obicei nu mai sunt necesare găuriri - conexiunea cu șuruburi este mai mult sau mai puțin ușor de dezasamblat.
Conexiunile cu șuruburi cu capete „fresate” și „semi-înfundate” sunt găurite într-un mod similar. De asemenea, puteți găuri cu ușurință șuruburi cu fante pentru o șurubelniță cu cap plat și nituri, dar trebuie mai întâi să le bateți și apoi să începeți găurirea. De câteva ori a trebuit să folosesc un burghiu de centrare direct pe mașină, și în locurile cele mai incomode și greu accesibile. De obicei am acționat în următoarea secvență. Din cauza imposibilității de a perfora centrul pe știftul spart, am început imediat să găurim cu un burghiu de centrare. Dacă este necesar, deviând burghiul într-o direcție sau alta, am încercat să o direcționez astfel încât centrul burghiului să coincidă cât mai precis cu centrul știftului. Apoi a continuat găurirea până la adâncimea necesară cu un burghiu elicoidal obișnuit și a încercat să deșurubați piesa de știft folosind o unealtă specială - un extractor. 
Trucuri la serviciu
Dacă nu a fost posibilă îndepărtarea fragmentului de știft cu un extractor, atunci acesta a fost îndepărtat folosind un robinet. Pentru a face acest lucru, am găurit încă puțin orificiul de-a lungul axei știftului și am restabilit firul cu un robinet. Dacă diametrul găurii găurite de-a lungul axei știftului a fost ales corect, atunci când robinetul trece, resturile părții filetate a vechiului știft sunt ciobite și îndepărtate. Principalul lucru este să calculați corect diametrul găurii. Acest lucru este ușor de făcut dacă cunoașteți diametrul și pasul filetului.
Deci, de exemplu, pentru un filet M8×1,5 mm, dimensiunea pasului (8 - 1,5 = 6,5 mm) trebuie scăzută din diametrul filetului și redusă cu încă 0,5...0,6 mm. Adică burghiul trebuie să aibă un diametru de aproximativ 6 mm, astfel încât la găurire să nu afecteze crestele și văile firului de pe piesa știpului și să lase un minim de metal pe care robinetul se poate sfărâma și îndepărta cu ușurință. Am putea continua și mai departe despre diverse exemple de utilizare „nepotrivită” a unui burghiu central - există multe dintre ele. Sfatul meu pentru meseriașii acasă: obțineți acest instrument util în atelierul dvs. și nu veți regreta. Nu este atât de dificil să achiziționați astfel de burghie în magazinele specializate de scule și pe piață sunt la vânzare destul de des.